台達A2 凸輪對位 功能,雖然參數繁多,但觀念並不難,本篇以簡要的方式來說明:
1.目的:修正凸輪的相位,以符合實際的應用!
2.原理:將 感測器信號發生時的 凸輪實際相位 與 目標值 做比較,自動計算誤差量 並加以修正
3.應用:產品位置修正,機械傳動誤差修正,累積誤差修正.
4.凸輪對位 可否與 同步軸 一起使用? → 可以
5.凸輪對位 與 同步軸 的特性差異為:
| 同步軸 | 凸輪對位 | |
| 標記位於? | 只能位於主軸上(被主軸帶著走), 用來修正主軸的誤差! |
可在 主軸 或 從軸 上,[註 1] 可修正 主軸 或 從軸 的誤差! |
| 修正方式 | 直接修正主軸脈波 | 凸輪疊加 PR 增量命令 |
| DI 信號 | 只能用 高速 DI 7(CAP) | |
| 標記 等距出現 (規律) |
適合使用 | 適合 DI.ALGN(0x35),P2-76 開啟濾波 [註 2] |
| 標記 隨機出現 (不規律) |
不適合 | 適合 DI 7(CAP):巨集 #E, 無法濾波 [註 3] |
[註 1] 標記位於 主軸或從軸,修正法則不同,ASD-A2 參數 P2-76.X2 有所謂的 反式對位 就是用來選擇:
- 標記位於主軸:用 標準對位,設定 P2-76.X2 = 0
- 標記位於從軸:用 反式對位,設定 P2-76.X2 = 1
[註 2] 標記 等距出現:適合開啟濾波功能,可以降低感測器雜訊的影響 且 提升精度,常用於 包裝膜的對標應用!
[註 3] 標記 隨機出現:無法使用濾波功能,對位採用 DI 7(CAP)高速抓取與 巨集#E,可達較高精度,若用一般 DI.ALGN(0x35),則有 1 ms 的誤差時間!此類應用,感測器的穩定性很重要,否則難有好的效果!
下圖(一)為常見的 裁紙機示意圖,主軸(切刀)由變頻器驅動,從軸(送膜)由伺服驅動,送膜必須在切刀升起的時候才能夠運動,兩者相位關係須保持固定,是典型的電子凸輪應用:
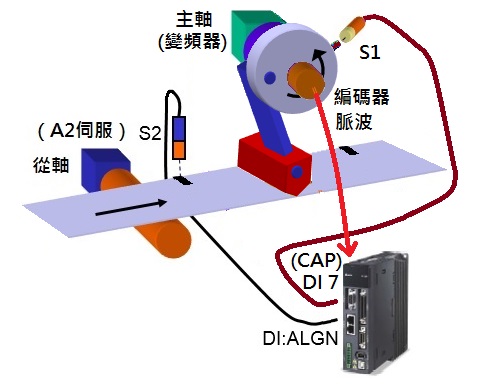
圖(一) 裁紙機 送膜與切刀軸 示意圖
套用上述的規則,功能選擇如下:
這張示意圖是乎比較不合理!主軸應該放在輸送帶位置(變頻器+感應馬達+encoder),從軸應該放在圓切刀上(A2伺服)!是否有其他考量??
其實兩種情況都有,切刀當主軸的有製袋機與糖果包裝機的定長送紙,切刀當從軸的有枕式包裝機,所以A2的凸輪對位也有分主軸對位與從軸對位,表示標記是被主軸還是從軸帶著跑,可由P2-76.X2 選擇.
清楚!謝謝回覆!