在使用台達 A2 伺服 的 凸輪對位 時,有時會發生馬達反轉,往往會很困擾!因為許多應用不允許反轉,例如包裝機的送膜軸,一旦反轉就會使包裝膜發生皺褶甚至破裂,這是無法接受的!
凸輪對位 發生反轉的原因?
使用凸輪時,明明主軸與凸輪曲線都沒有改變方向,為何 從軸 會突然反轉呢?原因在於使用 凸輪對位時,每次對位的誤差都會用一個 增量的 PR 命令來修正,如果當次的誤差很大,這個 PR 的移動量就會很大,而最終馬達的命令是 凸輪命令 疊加 PR命令,如下圖所示:
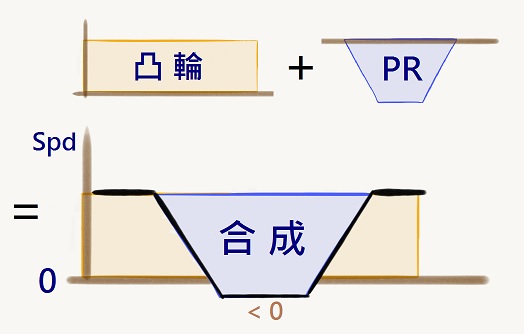
馬達的命令 = 凸輪命令 + PR命令 , 若<0就發生反轉
當 PR 的速度(剛好是反轉)大於 凸輪正轉的速度,合成的速度就小於0(上圖中 黑線),於是就發生反轉了!一般而言,在對位穩定的狀況下,誤差都很小,PR 命令只是個小三角形(如圖),速度也小,所以不易發生反轉,但下列情況除外:
- 凸輪起步時:由於凸輪啟動時速度較慢,而 PR 的目標速度 是由 參數設定的(不能設太小以免修正太慢),通常大於此刻的 凸輪速度.且起步時對位誤差較大,PR 修正量就很大,萬一剛好方向是負的,就可能發生反轉!因此在凸輪起步的頭2~3次對位,通常會設定一律往前修正(P2-76.UZ=0x64),就是這個道理!
- P2-75 改變時:由於對位目標瞬間改變,當次的誤差會很大,如果沒有用 P2-73.UZ 加以限制,便容易發生反轉!
- 遮沒未設定:P2-73.DC 設定太小,剛好對位信號誤動作,對位誤差很大,也容易發生反轉.
如何避免反轉發生:勾選 OVLP
最簡單的解決方法就是把 PR 的 OVLP 選項勾選.這樣 PR 的目標速度 就會自動設成 跟當時的凸輪速度一樣,讓疊合起來速度最少是零,就不會反轉了!這個方法適用於 凸輪是等速的場合(直線曲線),例如包裝機的送膜軸;如果凸輪曲線不是直線,凸輪可能在 PR 執行後才突然變慢,PR反轉速度 仍可能超過凸輪,就容易發生反轉!
強制伺服不反轉:使用 P1-22.U=1
若已勾選 OVLP,凸輪仍然發生反轉,請先確定沒有其他誤動作的命令!如果凸輪曲線不是等速的直線,可以考慮開啟 P1-22.U=1,這樣會強制伺服沒有反轉的動作,甚至凸輪停止時 直接下反轉的 PR 命令,伺服也不會反轉,命令會被暫存起來(可以看到誤差 PUU 很大),等將來收到 正轉命令 時,會與 反轉命令抵消,全部消去之後伺服才會開始正轉!
P1-22.U=1 的副作用?
凡是特效藥都會有副作用,這個參數是從底層直接屏蔽反轉命令的,會有些限制須注意:
- 回原點異常:因為回原點會需要反轉,必須將 P1-22.U 關閉成 0,否則可能回原點會無法完成!即使回原點方向設定為正轉也一樣,因為若一開始 DI.ORGP 就已經 ON,仍然是要反轉的!可利用 PR 程序先關閉 P1-22 再跳至 PR#0 回原點,然後再自動觸發 PR 開啟 P1-22,整個流程不需要上位機介入!
- 加減速太猛:如果 P1-22.U=1 反轉命令被抵消之後,可能瞬間正轉,暴衝的速度很快,可以設定 P1-22.YX 作為基本的加減速時間,使動作緩和.YX 是以 10 ms 為單位(16進位制),例如 想設定加速時間 500 ms,則 YX = 32h(16進制的50).
參考資料:A2 凸輪對位 – PR 設定