飛剪,又稱為旋切(Rotary Cut)通常用於對連續料的切割,裁切長度一般為固定,但也有動態改變切長的應用,例如 木材/紙板/鐵片 的裁切,必須能在不停機的狀況下隨意的改變切長,並要求變換切長時,切刀速度必須平滑銜接,不可產生震動!本文以台達A2 伺服為例,實際演示3條不同切長的飛剪曲線做動態切換,並附上範例檔供使用者參考。
飛剪動態改變切長的影片 可參考 => YouTube:
* 优酷视频:请参阅简体版 => 飞剪动态改变切长
安全須知:
為了避免對方案不熟悉時操作造成的危險,使用本範例時,強烈建議:伺服馬達 不要連接 機械,(可將連軸器拆除),等充分理解範例內容,並已根據自己的 機械配置 修改過相關參數後,再將伺服連上機械,以策安全!
範例 使用流程說明:
- 下載 專案檔(ChgRotaryCut.zip),並解壓縮.載點:Dropbox,iCloud
- 利用 ASD-Soft 將 凸輪表(DataArray1.cac)下載至 A2,並執行燒錄,避免斷電後資料消失!
- 利用 ASD-Soft 將 參數檔(ChgRotaryCut1.PAR)下載至 A2 驅動器,再 重新上電 即可!
由於本範例使用了 3 條凸輪曲線,因此採用 資料陣列檔(.cac)來儲存曲線,下載的方式 與一般 凸輪曲線檔(.ecd)不同,請參考 => 資料陣列檔(.cac)下載流程說明.
凸輪飛剪 DI 功能定義:
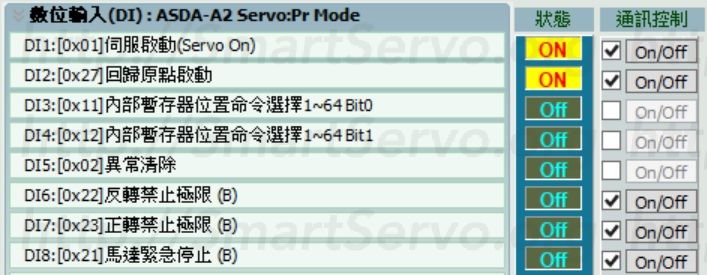
範例的 DI 定義如下圖所示,為了安全考量,DI6,7,8 預設為 正/反轉 極限/緊急停止,若確認伺服未連結到機構,可將之解除,方法可參考:A2 伺服快速入門-Q1.或如圖中所示,將其勾選為通訊控制。
操作說明:
本範例為了方便演練,凸輪主軸 預設為 時間軸,表示不必連接主軸 編碼器,當回原點完成後,觸發 PR#10 伺服便會開始運轉,範例演示了三條不同切長的飛剪曲線,分別位於資料陣列位址 100~,200~,300~,都是利用 飛剪建表之巨集#7 所造出,每條曲線分區數目都是72:
- Servo ON:DI1 On
- 回原點:DI2 ↑,伺服尋找Z相當做原點。此時刀具朝上。
- 飛剪啟動:寫入 P5-07=10 以觸發 PR# 10,飛剪便開始。
使用範例檔所附的示波器檔案(.scp)實際觀察,如下圖所示:
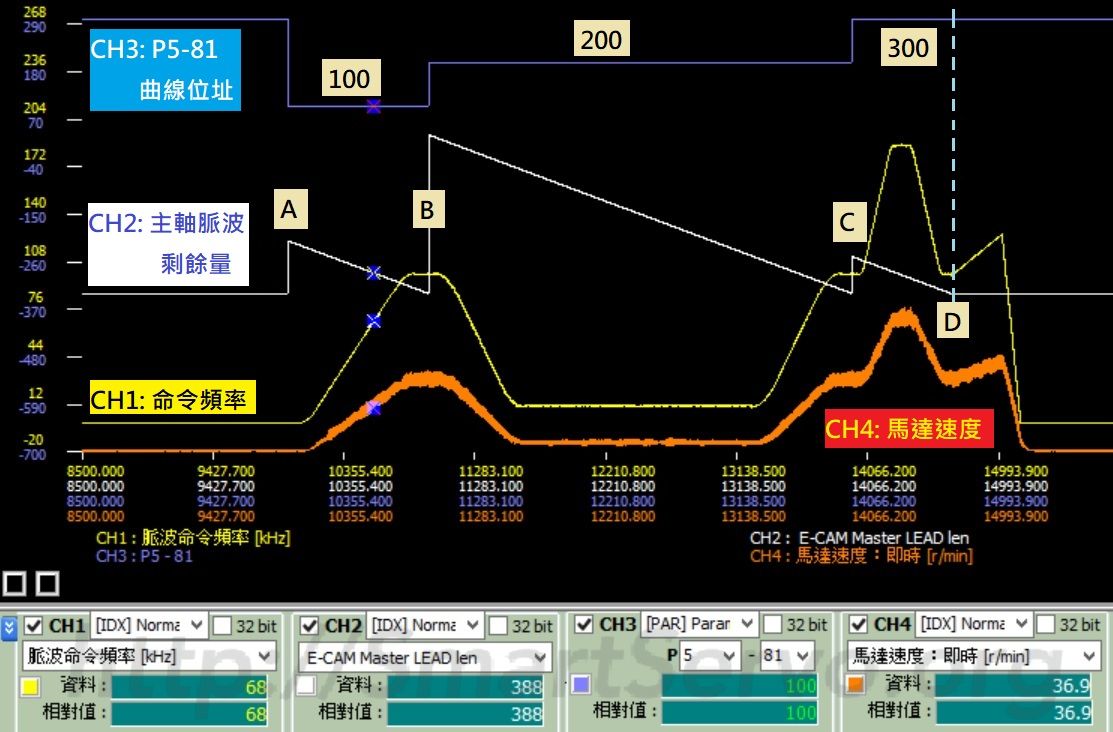
最上方CH3:P5-81 為曲線開頭位址,分別為100,200,300表示3條不同的凸輪曲線,下方CH2:主軸脈波剩餘量,會由P5-89的值遞減到0,0表示此曲線已結束,便會觸發PR#(P5-88.BA)來進行曲線變換。圖中可清楚看出整段過程裏,CH1 命令頻率 與 CH4 馬達速度 都是連續的,不會因變換曲線而震動,圖中 B,C,D 代表三個裁切點(切刀朝下),此3處的速度都一樣,即同步速度,也就是主軸的速度!三條曲線切換時機說明如下:
- A->B:PR#10~ 走第一條曲線,切長比為 2,只走半周。
- B->C:PR#20~ 走第二條曲線,切長比為 3,走完整一周。
- C->D:PR#30~ 走第三條曲線,切長比為 0.7,走完整一周。
- D ~:PR#50 走 分度定位 回到 0 度(刀具朝上)
本範例使用的三條曲線之切長比為 2:3:0.7,因此對應一周的主軸脈波數 P5-84之比例也是 2:3:0.7(參見PR#12/21/31),如此三條曲線的同步區速度都會一樣,因此,不論切長如何改變,只要在同步區(位於180度)切換曲線,就能保證曲線切換時速度維持不變,因而避免了震動,這也是為何第一條曲線只走半周,且第二/三條曲線的進入點設定在180°(P5-85=36)的原因!凸輪曲線切換的基本原理可以參閱 “A2 凸輪動態更換曲線” 的說明。
參考資料:A2 動態更改凸輪曲線,飛剪凸輪造表,分度定位。
作者您好,有没有办法实现动态切长而不用提前生成曲线,提前生成曲线还是有点不够灵活
飛剪曲線可以用巨集#7動態產生 => 巨集 #7 飛剪造表公式與範例,但巨集#7需寫入P5-93~P5-97共5個參數,如果跟動態換曲線寫在同一串PR程序內,會超過8個PR,執行時間會超過 1 ms,導致換曲線來不及,因此曲線都會先造好再換曲線。由於換曲線也要等當下的曲線走完後才能換,不然整個相位會錯誤。所以只要在這次曲線走完前造出新表即可,每一個切長(每一個曲線)至少要執行 幾十~幾百 ms不等,巨集#7可以在 1 ms內執行完畢,時間是綽綽有餘的。所以需要換曲線時,通常會用人機根據輸入的切長,同步區等資訊,撰寫宏程序把巨集#7的參數P5-93~P5-97算出並填入伺服(注意P5-81需與當下的曲線不同,否則巨集#7會錯誤),便可造出新的曲線,等原本的曲線走完,利用本篇文章的技巧把曲線切到新的即可。因此在旋切的過程中,曲線也是可以隨時換的,利用具有二次開發功能的 A3 或 M-R 系列伺服則會更方便。
工程师你好 你的这些文章我基本都下载了 可是不知道该怎么下手 能不能有一个完整的案列 可以让我学习呢、20PM我也买来学习过,都失败了。最好有你WX 方便学习。我的号码15061855452