梯形 的凸輪曲線,常用於 追剪 與 貼標 的場合(詳見 此篇),本文說明如何以軟體 ASDA-Soft 建造 “梯形 凸輪表” ,內容除了 曲線外型調整,也包含讓 主軸與從軸 速度同步 的方法,以及設定同步區角度輸出等,是做追剪應用的基礎!對 ASD-A2 與 ASD-M-R 系列伺服都適用!(ASDA-Soft V5 軟件下載請點 這裡)
ASDA-Soft 建造 梯形凸輪表 的步驟:
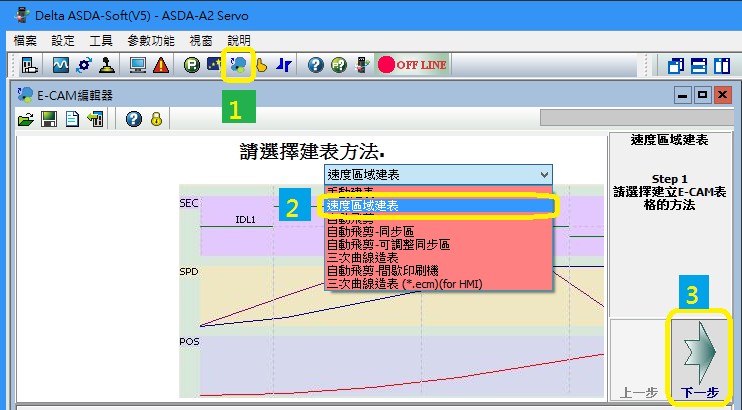
執行 ASDA-Soft 軟件後,請依上圖順序操作:
- 點選工具列 E-CAM 電子凸輪 按鈕
- 選擇 建表方法 - 速度區域建表
- 點選 下一步,進入下圖畫面:
梯形 速度區域的設定:
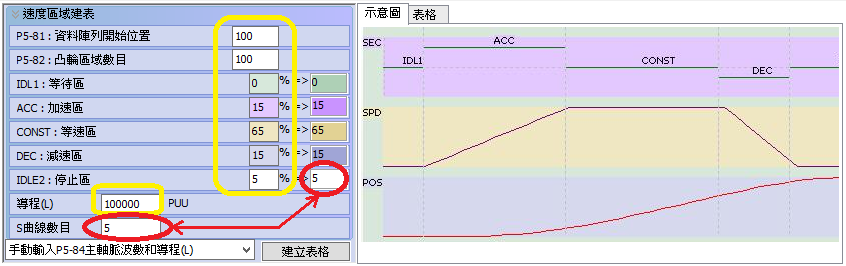
- P5-81:凸輪表儲存在資料陣列的開頭位址,不要與 CAP/CMP 使用區域重疊.
- P5-82:建議至少 100 點!若點數太少,梯形各分區就無法精確規劃!
- 等待區:速度為零的前導區,以追剪或貼標來說,設定 0% 即可,因為可用 前置量 P5-87 取代!
- 加速區:加速區所佔的比率(%),後方會顯示實際的點數.一般會在 馬達性能 與 機台震動 可承受 的狀況下,盡量減少加速區與減速區,以便保留更多區域給 等速區 使用!
- 等速區:梯形速度維持在最高點的區域,是追剪與貼標開始工作的區域,也稱同步區,必須夠長才有充裕的工作時間!
- 減速區:減速區所佔的比率(%),後方會顯示實際的點數.設定要領 同加速區.
- 停止區:梯形後方速度為 0 的區域,一般設 0% 即可!若有使用S曲線,則必須保留足夠的停止區給S曲線使用,如上圖所示:紅框的 停止區點數 不可小於 S曲線點數,否則造出的曲線最後的速度無法平滑減速到零!
- 導程(L):曲線一周(360°)從軸的總行程(單位 PUU),若是追剪應用則設定軌道總長,若是貼標應用則設定比最長的標還長即可!
- S曲線數目:讓梯形速度轉折處平滑的 點數(不是百分比 %),點數愈多愈平滑,但不可大於停止區點數,以免曲線結束速度不為0.S曲線雖可讓伺服的運動緩和,但對於要求高產能的凸輪機械,凸輪運轉時間已受限,太輕鬆的起步只會讓隨後的加速度更猛,否則無法在要求的時間內走完一周的行程.因此建議:S曲線微量使用即可!
速度同步 的 匹配方法:
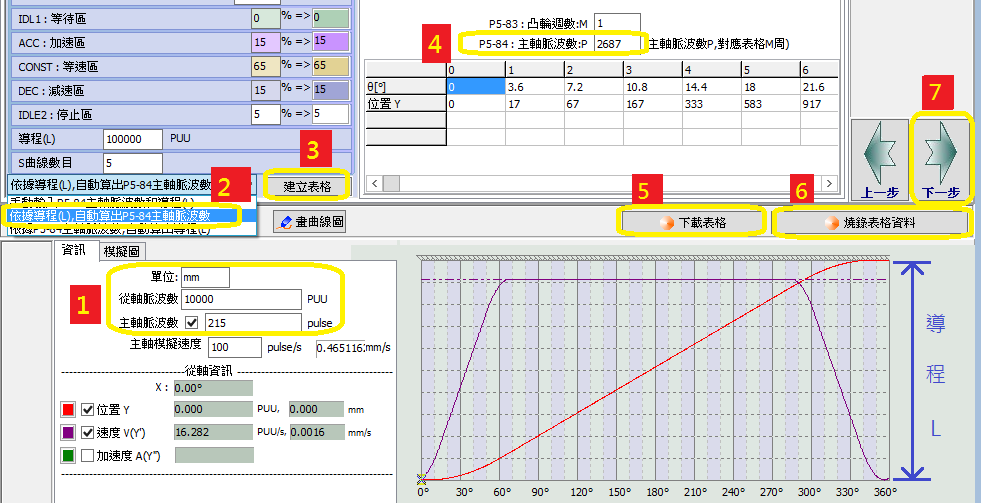
在 追剪或貼標 應用時,為了讓 等速區(同步區),主軸與從軸的速度相同,作法如下:
- 主/從軸脈波:分別輸入固定單位(1 mm,或任意單位)對應 從軸是多少個 PUU 單位;以及 主軸 有多少個脈波,若主軸來自編碼器,則根 據編碼器的解析度 除以一圈的周長 來得到,無法整除則多取幾位小數以提高精確度!
- 選取功能:選擇 “依據導程(L)自動算出 P5-84 主軸脈波數” !
- 建立表格:按下即根據設定 建造凸輪表
- 此時 P5-84 將自動算出,滿足等速區 主軸與從軸速度相等(同步),P5-83 維持 1 即可.
- 下載表格:將表格存入 伺服驅動器 的記憶體中![註 1]
- 燒錄表格資料:可避免斷電後凸輪曲線消失!僅 A2 需要燒錄 [註 2] ,M-R 不需要!
- 按”下一步”:繼續設定資料
[註 1] 下載凸輪表時,若凸輪在嚙合狀態會有錯誤訊息!請 Servo Off 或設 P5-88=0 來關閉凸輪.
[註 2] 燒錄凸輪表時,伺服必須 Servo Off 才不會有錯誤訊息!可利用 ASDA-Soft 軟件的 數位 IO 控制功能,將 Servo ON 的 DI 強制關閉即可! ASD-M-R 凸輪表儲存在 DH 區 本身具備斷電保持功能,不需要執行燒錄動作!
凸輪參數 與 角度區域 DO 設定:
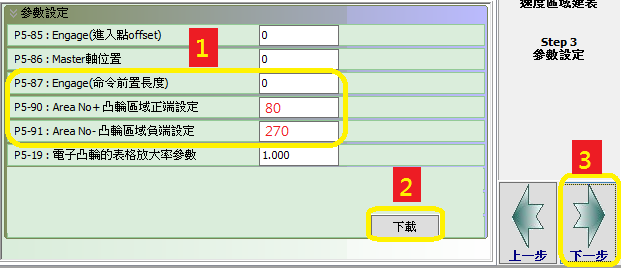
- 需設定的參數有:
- 前置量:P5-87,若凸輪嚙合是由感測器 DI 觸發,則可根據安裝的位置設定前置量,避免凸輪過早啟動!
- 凸輪角度輸出:在 追剪應用時,需要在同步區輸出一 DO 信號來觸發 “剪切” 的動作,由上圖 造出的 凸輪曲線 得知,進入同步區的主軸角度約在 67°,離開在 285°,可將此角度範圍縮小一些[註 3],分別設定到參數 P5-90,P5-91 中(如上圖)即可.詳見 凸輪角度 DO 設定說明.
- 按下 “下載“:將參數儲存至驅動器
此時 梯形凸輪表 與 相關參數 都已設定完成,其實不需再按 “下一步” 了,因為 “追剪” 這類的應用,凸輪的脫離與嚙合條件必須要靠 PR 來設定,由 ASDA-Soft 下載的意義並不大,除非是為了做測試!
3. 點選 “下一步“:設定凸輪操作條件,測試凸輪曲線!
[註 3] 由於凸輪進入同步區時,只是命令同步,伺服馬達因為追隨誤差無法立即達成同步,需要一些時間來整定,因此必須將 P5-90 延後一些角度(例如 80°).而 離開同步區的角度倒沒有特別的用途!追隨誤差補償 對於 需要同步的場合是不可或缺的!
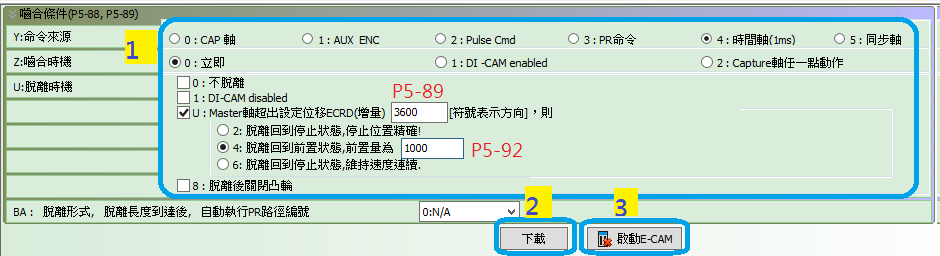
測試凸輪曲線時,請先將伺服 Servo ON,再依下圖1,2,3順序設定,凸輪就可開始運轉.圖中 Y:是用來選擇主軸來源,使用者可依自己需求做選擇!圖中的 P5-89 應修改成和 P5-84 相同,這樣每次才會完整走完整個凸輪曲線,然後停止 P5-92 個主軸脈波,再繼續運行,周而復始!若要停止凸輪可以再按下3.
參考資料:凸輪造表-直線,梯形凸輪曲線的應用,台達伺服追隨誤差補償.