欲透過Modbus讀取PLC記憶體,首先站號的設定為
M-R : P3-00 + 3
A3 : P3-00 + 1 (A3 P1-01.Y 必須為1才有效)
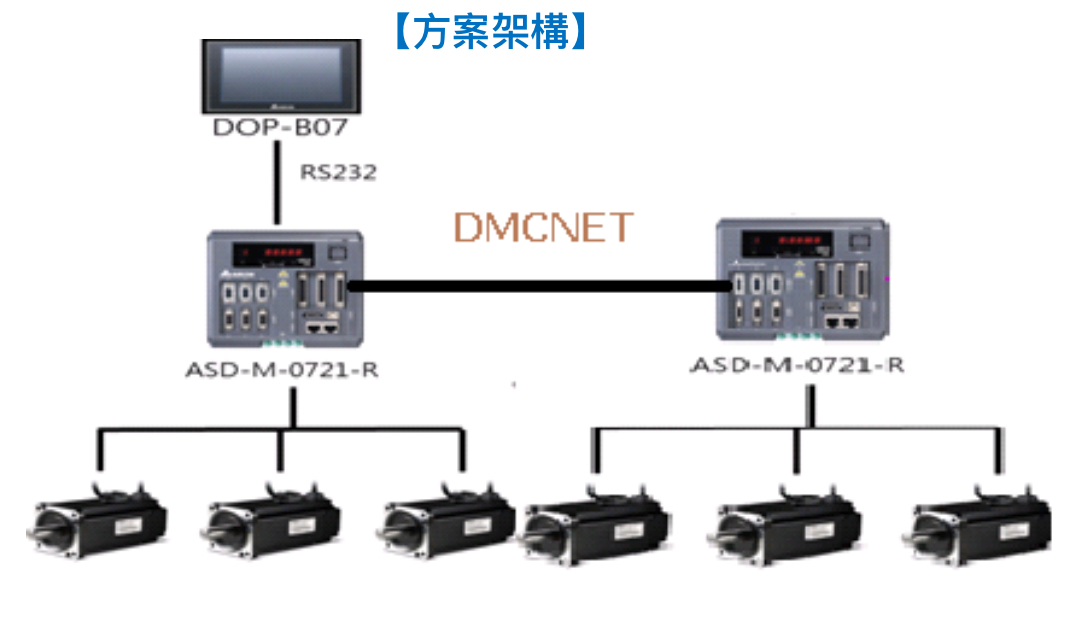
M-R 應用功能說明
準備工作")
飛剪應用時,只要裁切長度改變,飛剪曲線就必須重新建造,不像其他凸輪曲線(例如直線,梯形,…)只要更改參數即可!因此,使用PC軟體建造飛剪曲線的意義不大,因為需要時常更改.台達 A2/M-R 伺服內建 飛剪曲線造表功能- 巨集 #7,只要切長改變,便可立即造出新的曲線!本文說明使用 巨集 #7 的 準備工作與注意事項,供使用者參考 …
最近一期的台達機電電子報(124期)有篇 M-R 理料的案例,詳情見 台達交流伺服驅動系統打造卓越理料線解決方案,實現高精高速食品包裝排列工序,
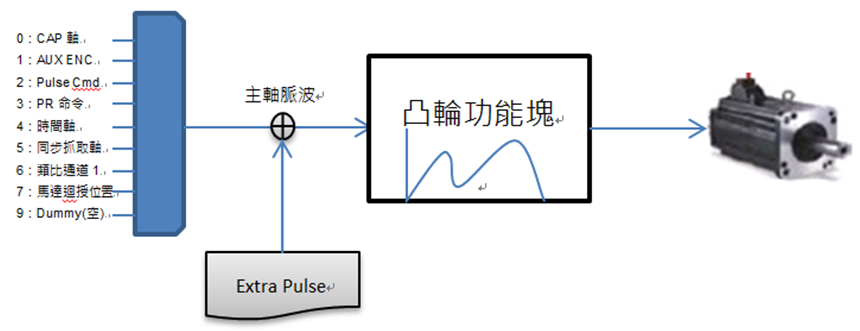
凸輪應用中經常需要從軸在原來的主軸位置上修正從軸的位置,(也就是原來的主軸不動,單獨讓從軸動)
這有兩種方法操作
台達智能伺服有很多種修主軸的方式,
A2 有 P2-77(主軸遮末)參考 A2 虛擬主軸設定;跟使用同步抓取軸後利用 P1-16 或 P5-79 來修正主軸; 參考同步軸
M-R 的參數功能有同步抓曲軸跟 P1-16/P5-79 的功能,
但 P1-16/P5-79 僅能在主軸來源為同步抓曲軸的情況下才能使用,且 M-R 並沒有提供 P2-77 的功能,
M-R 如何做到 P2-77 的功能呢?
可以利用下列指令做到
SACCL_SV v94_Extra_ECAM_Master_Pls,X_AXIS ;將ACC資料灌入額外的凸輪主軸脈波
SACCL_SV 是寫入系統變數指令,其參數 V94_Extra_ECAM_Master_Pls 顧名思義就是額外的主軸脈波。
透過這個指令就可以達到 P2-77 的輸入主軸的功能。
示意圖如下
Read more

二次平台框架下,四個狀態(DISABLE, ENABLE, FAULT, Q-STOP)切換原則是個鐵律
身為開發者的你,必須依附這個鐵律下進行開發
筆者建議您在開發前先明確的了解狀態機流程,並於開發中適時的採用正確的狀態來進行流程控制
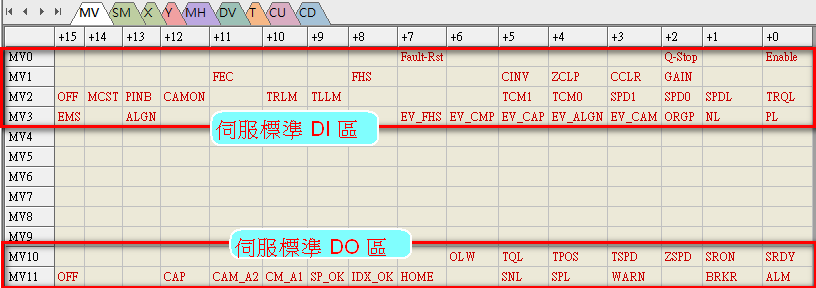
M-R 記憶體分區 總表 => MV 分區內容
台達 M-R 伺服內含 PLC 的 MV 分區記憶體,此區以 MV100 為分界:
這裡介紹 MV 區 MV0~MV99 中伺服標準 DI/DO 節點:
台達 M-R 伺服 內建 PLC 的 記憶體 分成許多區,例如 DV,DH,MV,X,Y …,各分區 特性 與 用途 如下表所示:(點擊 分區名稱,可連至 詳細說明 …)


")
飛剪 常用於連續料的切割,因為產品在切割時不停止,所以生產效率高.由於通常使用 旋轉刀,也被稱為 旋切(Rotary Cut).隨著伺服控制技術的精進,飛剪 也由 機械凸輪 逐漸改成 電子凸輪,除了機構簡化以外,許多以往無法做到的功能,如今也能夠實現!例如 “夾料反轉“(或稱 防誤切)就是一個典型的例子,本篇提供示範影片以及功能概述: