本篇提供 台达 M-R 伺服 的 巨集 #F 范例专案,使用者可以依照本篇的说明,将专案执行起来,藉以熟悉 巨集#F 在 凸轮强制位移,防止误切(或 夹料反转) 的使用方法!本范例 操作影片 请参考 => YouTube,优酷
操作流程说明:
- 下载 专案档(Macro_F.zip),并解压缩.载点:Dropbox
- 利用 ASD-Soft 将 凸轮表(Ecam_Line.ecd)下载至 M-R!
- 利用 ASD-Soft 将 参数档(Macro_F.par)下载至 M-R,再 重新上电!
- 利用 ezASD 开启 专案档(Macro_F.mrj),编译后下载至 M-R 中,然后执行(Run)即可!
本范例的 X轴 为 凸轮主轴,Z轴 为 凸轮从轴.
DI 功能定义:
本范例是透过 X 轴的 DI 1~6(X0.0 ~ X0.5)来演示整个过程,所有 DI 都是利用 背景 PLC 程序来定义的,如下所示:
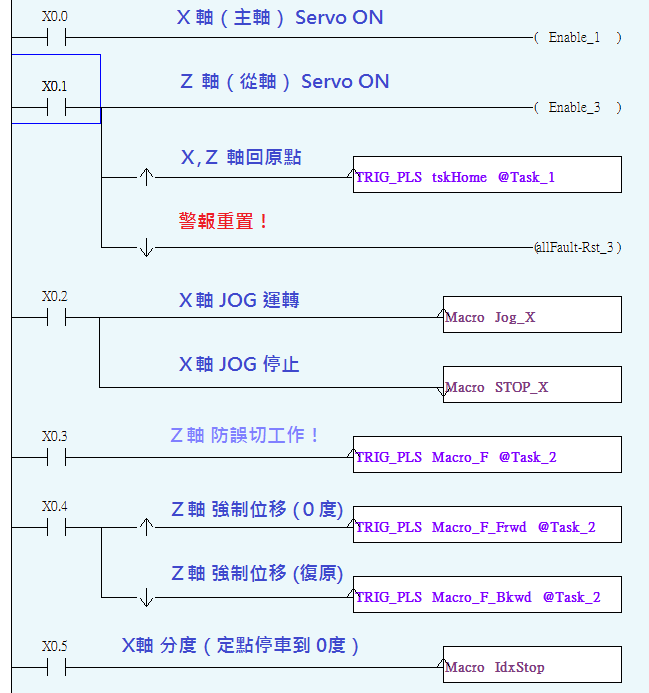
其中的 防误切(或称 夹料反转),是由 DI4(X0.3)触发,程式内容如下:
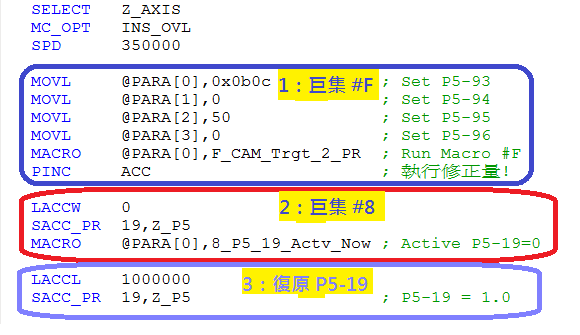
除了上方 选择作用轴(SELECT)的部分较容易理解外,其馀3部分 说明如下:
- 呼叫 巨集#F:由于此功能必须将凸轮拉回 0 度位置,因此用 巨集#F 来计算拉回的量.M-R 是利用 MACRO 指令来执行巨集的,且自行宣告 阵列 PARA[] 取代参数( 对应 A2 的巨集参数 P5-93 ~ P5-96),程式码依序说明如下:
- @PARA[0] 填入 0x0B0C:其实对 M-R 机种只要填 0 即可!A2 才需要设定 PR 编号!
- @PARA[1] 填入 0:此参数无作用,只要填 0 即可!
- @PARA[2] 填入 50:设定 正转允许率 50%,表示是最短距离移动!以拉回到0度而言,若当时凸轮位置小于 180度,则反向拉回,反之,则正向拉回!
- @PARA[3] 填入 0:表示移动的目标,单位是凸轮主轴脉波数!防误切 必须拉回到 0 度才安全!
- MACRO @PARA[0],F_CAM…,执行 巨集 #F 来计算 拉回的量(PUU)并存到 ACC 暂存器 中.
- PINC ACC:执行 PINC 增量定位,位移量为 ACC(即上式算出的拉回量)
- 呼叫 巨集#8:
- LACCW 0:将数值 0 存入 ACC 暂存器中
- SACC_PR 19,Z_P5:将 ACC 的内容(上式设定为 0)写入 Z 轴的 P5-19(凸轮输出倍率).
- MACRO @PARA[0],8_P5_19…,执行 巨集 #8 让当前 P5-19(=0) 立即生效!表示 Z 轴 当下不再跟随凸轮运动!
- 復原 P5-19:
- LACCL 1000000:将数值 1000000 存入 ACC 暂存器中
- SACC_PR 19,Z_P5:将 ACC 的内容( 1000000)写入 Z 轴的 P5-19(有 6 位小数),即 P5-19=1.000000!由于后续没有执行 巨集 #8,所以此 P5-19 不会立即生效,而是等下一周才会生效,所以下一周凸轮又会跟随主轴运转,且没有累积误差!
防误切-凸轮的 啮合与脱离 条件:
为了满足前述 1,2,3 的功能,凸轮的 P5-88 必须为 0x4??1,原因如下:
- P5-88.X2 必须=0,表示 P5-19 不可立即生效,否则前述 3. 无法达成!
- P5-88.U 必须=4 或 C,P5-89 也必须 等于 凸轮一周的主轴脉波 P5-84,且 P5-92=0 才会在一周后脱离再马上啮合,让新的 P5-19=1 生效!
虽然 飞剪 使用 夹料反转 的机会不多,但作法同样适用于 追剪 场合,因为都是在 凸轮一周未走完 就拉回起点,差别只是 追剪 每次都要拉回,而 夹料反转 则是有需要才拉回,做法是很类似的!
参考:A2 巨集#F 参数设定,巨集#F 的应用 – 强制移位 防误切,飞剪 夹料反转影片