飞剪 应用时,产品切长 可以任意指定,只要切长改变,凸轮曲线 就必须重新建造,而 切长比(产品切长 与 单位切刀长 的比值),是 建造飞剪曲线的 重要依据!当使用台达 A2 或 M-R 伺服的 巨集#7 建造飞剪曲线 时,可根据本文公式来计算 切长比(P5-96),正确的设定 才能让裁切时 切刀与产品的速度 同步,否则可能发生卡料,甚至损坏设备,不可不慎!...常见的 飞剪 应用有:枕式包装机的 切刀轴(架构如图,动作视频可以参考 => 优酷,Youtube)
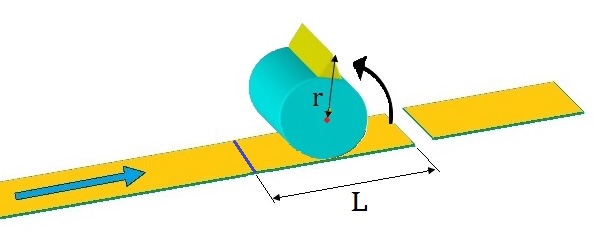
飞剪 的 切刀与产品 示意图如下:
 其中:
其中:
- r:切刀顶端到轴心的距离,即 旋转半径
- L:产品的 裁切长度,或称 目标切长
刀轴上可以安装多个刀具,数量为C,必须对称安装,如下图:

切长比 就是凸轮运转一周,产品行走距离 与 切刀行走距离 的比值.计算公式 如下:
切长比: R = L(产品切长)/ l(单位切刀长)
其中 单位切刀长( l )表示1把刀走的距离
l = 圆周长/刀数 = 2 π r / C
由于 r ,C 是已知,因此 l(单位切刀长)也是已知,当使用者输入 产品切长 L,就可以计算出 切长比 R,用来建造 飞剪曲线.切长比 对飞剪曲线外形 的影响如下:
 说明如下:
说明如下:
- R > 1 时,同步速度 是曲线中的 高速区域,也就是初始速度慢,裁切时速度快.
- R < 1 时,同步速度 是曲线中的 低速区域,也就是初始速度快,裁切时速度慢.
- R = 1 时,同步速度 与 飞剪曲线 完全重合,一直维持等速(不考虑速度补偿的前提下).