飞剪 是电子凸轮的一种常见的应用,例如:枕式包装机的 切刀轴(架构如图,动作视频可以参考 => 优酷,Youtube).本文说明 建造飞剪曲线时,同步区的角度大小 该如何拿捏才洽当.设定不足将造成 扯膜现象,设定太大 会压缩到 其他区域的角度,使加减速过于剧烈,必须妥善设定之...
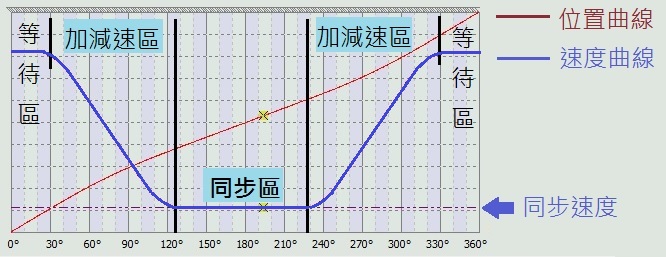
飞剪曲线 的组成如下图:
同步区角度 的规划,可以根据 包装膜 一包的长度(L)与 刀宽(K)来决定:

计算公式 如下:
同步区角度

原因是 包装膜 与 主轴 是 直线的关係,所以可以由包装膜来看 主轴的角度,一包的长度 L 对应主轴 360°!由于裁切时 切刀速度必须与包装膜同步,才不会发生 扯膜 现象,所以 切刀宽(图中 刀痕区域 K)就是 同步区的角度范围!例如:裁切长度 L = 58 mm,切刀宽 K = 18 mm,则 同步区角度 Y = 18/58 × 360° = 111.7°,可以取 115°,稍微取大一点!由公式可以看出,裁切长度愈短,同步区就需要愈大!使用台达伺服的 巨集#7 飞剪建表 时,同步区角度 P5-94 就可套用上述公式得出.
扯膜 的发生原因:
扯膜 是指 切刀 接触 包装膜时,因 切刀 速度较快 而发生的 拉膜现象,也会发出声响!通常因 包装膜 受热收缩 或 因包装物品而隆起 使 包装膜长度 变短,所以 飞剪曲线 必须修正:
- 同步速度 太快:因包装膜变短了,速度较慢,所以 切刀 走快了!
- 同步区角度 不足:切刀还接触着包装膜,曲线却已离开同步区!
解决法:可将 曲线的同步速度降低(例如 巨集#7 速度倍率 P5-96 的 V 调慢,通常 V = 0.8 ~ 0.95)就可以改善 扯膜 的现象!同步区角度 若根据上述公式设定 便已足够,通常不用修改!
参考:巨集#7 飞剪曲线建表.