本篇提供 台達 M-R 伺服 的 巨集 #F 範例專案,使用者可以依照本篇的說明,將專案執行起來,藉以熟悉 巨集#F 在 凸輪強制位移,防止誤切(或 夾料反轉) 的使用方法!本範例 操作影片 請參考 => YouTube,优酷
操作流程說明:
- 下載 專案檔(Macro_F.zip),並解壓縮.載點:Dropbox
- 利用 ASD-Soft 將 凸輪表(Ecam_Line.ecd)下載至 M-R!
- 利用 ASD-Soft 將 參數檔(Macro_F.par)下載至 M-R,再 重新上電!
- 利用 ezASD 開啟 專案檔(Macro_F.mrj),編譯後下載至 M-R 中,然後執行(Run)即可!
本範例的 X軸 為 凸輪主軸,Z軸 為 凸輪從軸.
DI 功能定義:
本範例是透過 X 軸的 DI 1~6(X0.0 ~ X0.5)來演示整個過程,所有 DI 都是利用 背景 PLC 程序來定義的,如下所示:
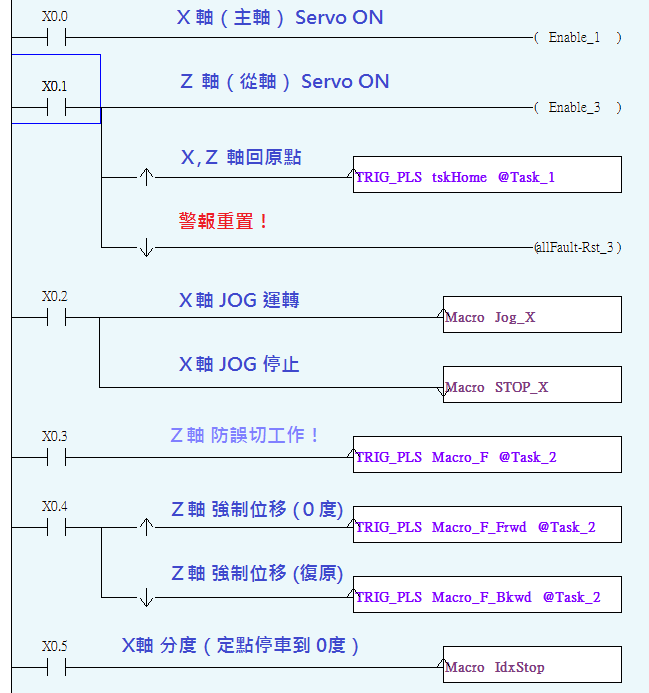
其中的 防誤切(或稱 夾料反轉),是由 DI4(X0.3)觸發,程式內容如下:
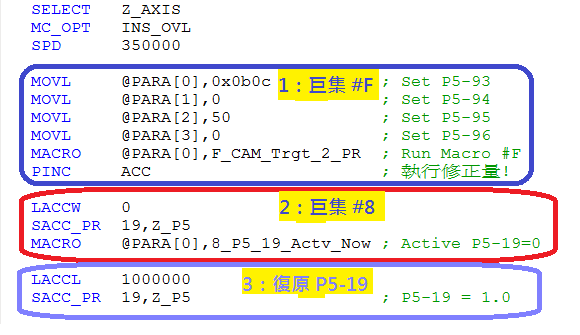
除了上方 選擇作用軸(SELECT)的部分較容易理解外,其餘3部分 說明如下:
- 呼叫 巨集#F:由於此功能必須將凸輪拉回 0 度位置,因此用 巨集#F 來計算拉回的量.M-R 是利用 MACRO 指令來執行巨集的,且自行宣告 陣列 PARA[] 取代參數( 對應 A2 的巨集參數 P5-93 ~ P5-96),程式碼依序說明如下:
- @PARA[0] 填入 0x0B0C:其實對 M-R 機種只要填 0 即可!A2 才需要設定 PR 編號!
- @PARA[1] 填入 0:此參數無作用,只要填 0 即可!
- @PARA[2] 填入 50:設定 正轉允許率 50%,表示是最短距離移動!以拉回到0度而言,若當時凸輪位置小於 180度,則反向拉回,反之,則正向拉回!
- @PARA[3] 填入 0:表示移動的目標,單位是凸輪主軸脈波數!防誤切 必須拉回到 0 度才安全!
- MACRO @PARA[0],F_CAM…,執行 巨集 #F 來計算 拉回的量(PUU)並存到 ACC 暫存器 中.
- PINC ACC:執行 PINC 增量定位,位移量為 ACC(即上式算出的拉回量)
- 呼叫 巨集#8:
- LACCW 0:將數值 0 存入 ACC 暫存器中
- SACC_PR 19,Z_P5:將 ACC 的內容(上式設定為 0)寫入 Z 軸的 P5-19(凸輪輸出倍率).
- MACRO @PARA[0],8_P5_19…,執行 巨集 #8 讓當前 P5-19(=0) 立即生效!表示 Z 軸 當下不再跟隨凸輪運動!
- 復原 P5-19:
- LACCL 1000000:將數值 1000000 存入 ACC 暫存器中
- SACC_PR 19,Z_P5:將 ACC 的內容( 1000000)寫入 Z 軸的 P5-19(有 6 位小數),即 P5-19=1.000000!由於後續沒有執行 巨集 #8,所以此 P5-19 不會立即生效,而是等下一周才會生效,所以下一周凸輪又會跟隨主軸運轉,且沒有累積誤差!
防誤切-凸輪的 嚙合與脫離 條件:
為了滿足前述 1,2,3 的功能,凸輪的 P5-88 必須為 0x4??1,原因如下:
- P5-88.X2 必須=0,表示 P5-19 不可立即生效,否則前述 3. 無法達成!
- P5-88.U 必須=4 或 C,P5-89 也必須 等於 凸輪一周的主軸脈波 P5-84,且 P5-92=0 才會在一周後脫離再馬上嚙合,讓新的 P5-19=1 生效!
雖然 飛剪 使用 夾料反轉 的機會不多,但作法同樣適用於 追剪 場合,因為都是在 凸輪一周未走完 就拉回起點,差別只是 追剪 每次都要拉回,而 夾料反轉 則是有需要才拉回,做法是很類似的!
參考:A2 巨集#F 參數設定,巨集#F 的應用 – 強制移位 防誤切,飛剪 夾料反轉影片
清問M-R如何達成
Ecam不脫離 如何遮掩主軸訊號 從軸要執行jog
但是Ecam位置不變
Jog 後再執行Ecam
目前 M-R 雖未提供如 A2 P2-77 主軸脈波遮除功能,但 M-R 可利用 插值器 物件造出虛擬脈波疊入凸輪主軸中,達到凸輪 JOG 功能,請參考 YUJAN 的文章: http://smartservo.org/m_r_tune_ecam_master_pulse/