飛剪應用時,只要裁切長度改變,飛剪曲線就必須重新建造,不像其他凸輪曲線(例如直線,梯形,…)只要更改參數即可!因此,使用PC軟體建造飛剪曲線的意義不大,因為需要時常更改.台達 A2/M-R 伺服內建 飛剪曲線造表功能- 巨集 #7,只要切長改變,便可立即造出新的曲線!本文說明使用 巨集 #7 的 準備工作與注意事項,供使用者參考 …
巨集 #7 -前期準備工作
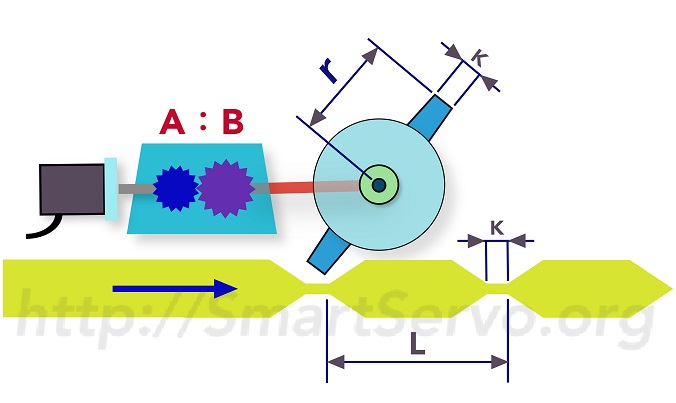
飛剪的機械架構如下圖所示,伺服馬達經減速機帶動切刀軸,軸上安裝了(C)把刀:
使用巨集#7 以前,以下參數必須先設定完成!如果表格造好後,以下參數被修改了,巨集 #7 也必須重新執行!
- PUU與 齒輪比 P1-44/P1-45
必須先定義切刀軸轉一周(分度總行程)是 N個 PUU,由於 N 除以切刀數(C)必須可以整除,通常將 N 定為 十萬 乘以 切刀數(C),再依此算出齒輪比 P1-44/P1-45,可利用 齒輪比計算工具-分度機構 協助計算,如下圖所示:
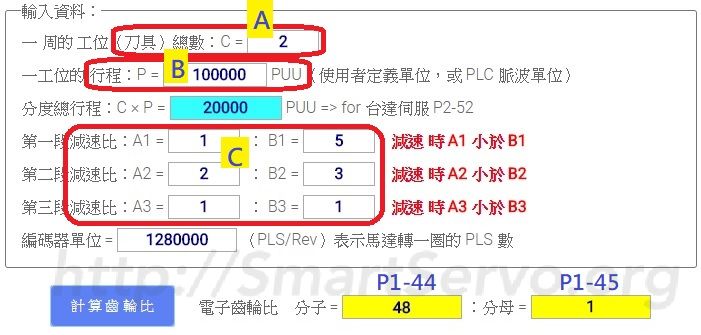
A:輸入 切刀總數 C
B:輸入 一工位行程,建議值 100000 PUU
C:輸入 機械減速比(支援 三段傳動比)
按下 “計算” 即可得到電子齒輪比 P1-44/P1-45! - 表格長度 P5-82
最大為 72 分區數(73點),建議設為最大 72,避免曲線失真! - 表格起始位址 P5-81
造出的曲線會儲存於 P5-81 指向的資料陣列位址,若 P5-81=100,P5-82=72,則儲存於位址 100 ~ 172 共 73 點.
動態建表的作法
當有動態建表需求時,即凸輪已經嚙合,需要建造新的曲線,巨集#7 也是可以做到的,只要將 P5-81 避開已經嚙合的凸輪曲線即可.也就是說,如果當時嚙合的曲線位址在 100 ~ 172,可先將 P5-81 改成 200,再呼叫 巨集 #7 就可以成功造表,否則會產生錯誤碼 F071h !然而,造出的曲線並不會馬上生效,而是要等凸輪重新嚙合後,新的曲線才會生效,因此,通常會搭配脫離條件 P5-88.U = 4 或 C 來使用,讓凸輪一周期自動脫離去觸發 P5-88.BA 指定的 PR 執行巨集#7 造表,此時 P5-81 就不必修改,因為凸輪已經脫離了,然後經過 P5-92 個主軸脈波,凸輪便會自動嚙合並使用新的曲線!可參考 => A2 凸輪參數生效時機.
參考:巨集 #7 使用手冊.凸輪曲線應用-直線,-梯形.
*注意:巨集#7 造出的飛剪曲線,只存在於資料陣列(RAM)中,斷電後即消失,因此每次上電都必須要重新建造,可以在伺服裡寫好 PR 程序執行 巨集#7,或由 PLC 或 HMI 宏程序 來執行