飛剪 應用時,產品切長 可以任意指定,只要切長改變,凸輪曲線 就必須重新建造,而 切長比(產品切長 與 單位切刀長 的比值),是 建造飛剪曲線的 重要依據!當使用台達 A2 或 M-R 伺服的 巨集#7 建造飛剪曲線 時,可根據本文公式來計算 切長比(P5-96),正確的設定 才能讓裁切時 切刀與產品的速度 同步,否則可能發生卡料,甚至損壞設備,不可不慎!...常見的 飛剪 應用有:枕式包裝機的 切刀軸(架構如圖,動作視頻可以參考 => 优酷,Youtube)
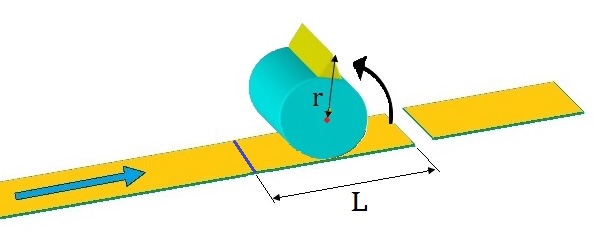
飛剪 的 切刀與產品 示意圖如下:
 其中:
其中:
- r:切刀頂端到軸心的距離,即 旋轉半徑
- L:產品的 裁切長度,或稱 目標切長
刀軸上可以安裝多個刀具,數量為C,必須對稱安裝,如下圖:

切長比 就是凸輪運轉一周,產品行走距離 與 切刀行走距離 的比值.計算公式 如下:
切長比: R = L(產品切長)/ l(單位切刀長)
其中 單位切刀長( l )表示1把刀走的距離
l = 圓周長/刀數 = 2 π r / C
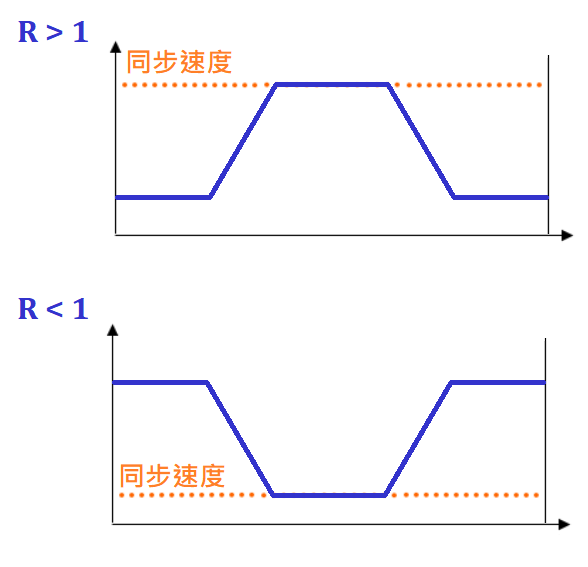
由於 r ,C 是已知,因此 l(單位切刀長)也是已知,當使用者輸入 產品切長 L,就可以計算出 切長比 R,用來建造 飛剪曲線.切長比 對飛剪曲線外形 的影響如下:
 說明如下:
說明如下:
- R > 1 時,同步速度 是曲線中的 高速區域,也就是初始速度慢,裁切時速度快.
- R < 1 時,同步速度 是曲線中的 低速區域,也就是初始速度快,裁切時速度慢.
- R = 1 時,同步速度 與 飛剪曲線 完全重合,一直維持等速(不考慮速度補償的前提下).