飛剪(Rotary Cut)有時需要在不停機的狀況下更換凸輪曲線,以改變產品的切長,在之前的文章"飛剪:動態改變切長"中,雖然已說明過做法,但切換的曲線是預先造好的,不是隨機造出的,因而方案不夠完整。所以,本篇繼續以台達 A2 伺服為例,針對運轉中的飛剪,可隨時依需求來建造曲線且平滑切換,提供操作範例與影片,供讀者參考。
飛剪 即時生成曲線與切換 的影片如下 => YouTube:
* 简体版视频请参阅 => 飞剪 – 即时生成曲线与切换
安全須知:
為了避免對方案不熟悉時操作造成的危險,使用本範例時,強烈建議:伺服馬達 不要連接 機械,(可將連軸器拆除),等充分理解範例內容,並已根據自己的 機械配置 修改過相關參數後,再將伺服連上機械,以策安全!
範例 使用流程說明:
- 下載 專案檔(RotryCut_Macro7.zip),並解壓縮.載點:iCloud
- 利用 ASD-Soft 將 參數檔(RotryCut_Macro7.par)下載至 A2 驅動器,再 重新上電!
- 利用 ASD-Soft 將 凸輪表(Start_Curve.ecd)下載至 A2,並執行燒錄,避免斷電後資料消失!
本範例之操作流程於上述影片中均有示範,其中飛剪曲線的建造是利用 台達 A2 伺服本身的 巨集7 功能實現的,編寫在 PR#41 ~ PR#46。於凸輪每一周執行完畢且需要換曲線時會被執行。巨集#7 需要 P5-93~P5-96 共4個參數,用來設定 切長比/同步區與等待區,而 P5-95 則是設定減速比與切刀數,由於不必每次改變,所以只在凸輪嚙合時於 PR#14 設定一次而已。由於 PR#41 ~ PR#46 必須在凸輪下一周期開始前執行完畢,時間很有限,因此 示波器 不可開啟 高速監視,以免佔用 PR 程序的執行時間,造成錯誤。
- 巨集7 的設定方法可參考 =>巨集7 說明文件,巨集7 準備工作。
- 設定 切長比/同步區與等待區 則可參考=> 巨集7 公式匯整與範例。
凸輪飛剪 DI 功能定義:
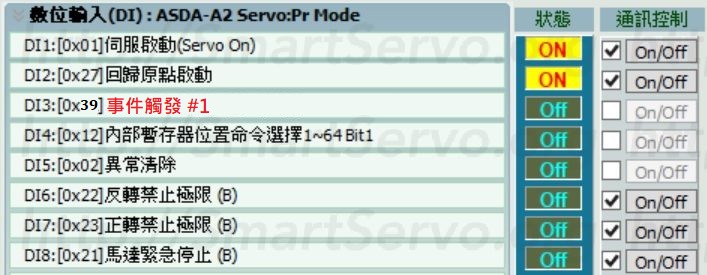
範例的 DI 定義如下圖所示,為了安全考量,DI6,7,8 預設為 正/反轉 極限/緊急停止,若確認伺服未連結到機構,可將之解除,方法可參考:A2 伺服快速入門-Q1.或如圖中所示,將其勾選為通訊控制。
操作說明:
本範例為了方便演練,凸輪主軸 預設為 時間軸,表示不必連接主軸 編碼器,當回原點完成後,觸發 PR#5 伺服便會開始運轉,範例操作流程如下:
-
- Servo ON:DI1 On
- 回原點:DI2 ↑,或執行 PR#0,伺服尋找Z相當做原點,此時刀具朝上。
- 飛剪啟動:執行 PR#5(寫入 P5-07= 5),凸輪嚙合,伺服開始運轉。
- 更改飛剪參數:修改 PR#41 ~ PR#46 的巨集#7 參數,以調整飛剪曲線。
- 生效新曲線:DI3(EV1) ↑,或執行 PR#51,使新曲線生效。
範例初期下載的凸輪曲線,此曲線的初速為 0,只於啟動時作用半周,用於將切刀由起點 0° 帶至同步區 180°,其切長比為 2,對應一周的主軸脈波數 P5-84=2000(見PR#8),存於資料陣列位址 100~172。半周後的曲線則由 PR#41 ~ PR#46 觸發 巨集#7 即時造出,預設切長比為 1.8,對應一周的主軸脈波數 P5-84=1800(參見PR#45),儲存在陣列位址 200~272。以上二條曲線之切長比為 2:1.8,對應一周的主軸脈波數 P5-84之比也是 2:1.8,如此二條曲線的同步區速度會一樣,因此,不論切長如何改變,只要切長比 P5-96 與 P5-84 等比例變化,就能保證曲線切換時(位於180度)同步區速度維持不變,達到平滑切換曲線的目的。
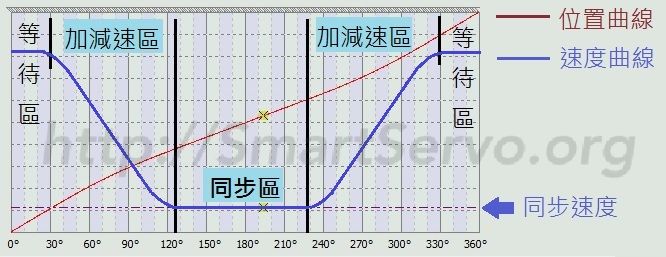
飛剪曲線的組成如上圖所示,使用者可依所需的 切長比/同步區/等待區,設定 PR#41 ~ PR#46 的參數。如果巨集#7 曲線建造失敗,驅動器面板會顯示 Fail ,且 DO.WARN(0x11)會輸出,用以通知上位機。此時可讀取參數 P5-97 以獲取錯誤碼,對照 巨集7 說明文件可得知錯誤原因,通常是 等待區 或 同步區 設定不良所致,可參閱 => 巨集7 公式匯整與範例,以正確設定曲線的相關參數,避免錯誤發生。當巨集#7 發生錯誤,程序執行到 PR#44 (寫 P5-97=7) 便會停止,後續 寫 P5-84與 P5-89 不會執行,原來的曲線未受破壞,凸輪仍會以原來的曲線繼續運轉,後續修正曲線的流程如下:
- 寫 P6-07 = 2,使凸輪每一周結束後不再跳至 PR#41 呼叫巨集#7 造表。
- 修正 PR#41 ~ PR#46 的參數
- 執行 PR#51,或 DI3(EV1) ↑,令新曲線生效。
本專案的詳細原理與 PR 程序說明請參考:
參考資料: