飛剪 是電子凸輪的一種常見的應用,例如:枕式包裝機的 切刀軸(架構如圖,動作視頻可以參考 => 优酷,Youtube).本文說明 建造飛剪曲線時,同步區的角度大小 該如何拿捏才洽當.設定不足將造成 扯膜現象,設定太大 會壓縮到 其他區域的角度,使加減速過於劇烈,必須妥善設定之...
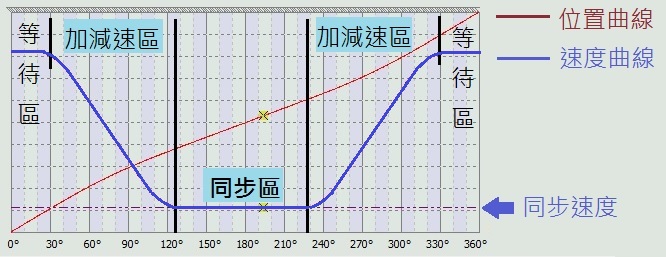
飛剪曲線 的組成如下圖:
同步區角度 的規劃,可以根據 包裝膜 一包的長度(L)與 刀寬(K)來決定:

計算公式 如下:
同步區角度

原因是 包裝膜 與 主軸 是 直線的關係,所以可以由包裝膜來看 主軸的角度,一包的長度 L 對應主軸 360°!由於裁切時 切刀速度必須與包裝膜同步,才不會發生 扯膜 現象,所以 切刀寬(圖中 刀痕區域 K)就是 同步區的角度範圍!例如:裁切長度 L = 58 mm,切刀寬 K = 18 mm,則 同步區角度 Y = 18/58 × 360° = 111.7°,可以取 115°,稍微取大一點!由公式可以看出,裁切長度愈短,同步區就需要愈大!使用台達伺服的 巨集#7 飛剪建表 時,同步區角度 P5-94 就可套用上述公式得出.
扯膜 的發生原因:
扯膜 是指 切刀 接觸 包裝膜時,因 切刀 速度較快 而發生的 拉膜現象,也會發出聲響!通常因 包裝膜 受熱收縮 或 因包裝物品而隆起 使 包裝膜長度 變短,所以 飛剪曲線 必須修正:
- 同步速度 太快:因包裝膜變短了,速度較慢,所以 切刀 走快了!
- 同步區角度 不足:切刀還接觸著包裝膜,曲線卻已離開同步區!
解決法:可將 曲線的同步速度降低(例如 巨集#7 速度倍率 P5-96 的 V 調慢,通常 V = 0.8 ~ 0.95)就可以改善 扯膜 的現象!同步區角度 若根據上述公式設定 便已足夠,通常不用修改!
參考:巨集#7 飛剪曲線建表.
刀寬(K)是否為切刀直徑還是圓周?
是刀子本身的寬度,在上圖印出K的壓痕!
可以參考此圖 切刀寬度說明圖 !
可以利用 PLC_JMP 來做 參考這個 http://smartservo.org/plc_jmp/ 的寫法,
這個範例的第一行判斷狀態是不是 ST_ENABLE 若不是的話就跳到 P3,
如此可以讓 PLC 不掃描 P2~P3 中間的 PLC 程式,
這個寫法是在同一個 PLC 中,但也可以放在不同的 PLC 程式,
也就是PLC2 的第一行先判斷狀態,如果不匹配就跳到PLC2 的最後一行即可。
MR
Plc背景有
Plc1,plc2,plc3
,一直scan plc1,plc2,plc3
,但有時不需plc2
想跳過plc2,
Plc背景要如何掣作,才能jump plc2