ASD-A2 凸轮对位 功能时常用于 包装膜对标记 的场合,例如:
- 枕式/立式 包装机 包装膜对标记
- 胶囊泡罩机 的铝膜对标记
- 糖果扭结机 包装膜对标记
上述 1 为直线凸轮;2,3 为间歇运动凸轮.虽然 曲线不同,但标记都位于从轴,皆属于 反式对位(P2-76.X2=1)的应用.
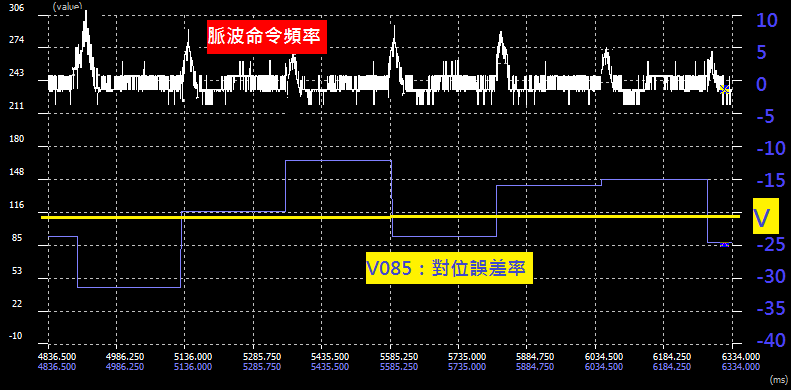
图(一)P5-19 不准确的 凸轮对位 示波器图形
由于每批产品的长度不同,虽可利用 P5-19 来设定长度,但送膜实际走的距离不一定准确,常见原因有:包装膜太软 受张力而被拉伸,送膜压轮周长计算误差,包装膜的印刷误差,长度输入错误 等等.而 P5-19 准不准确,可由示波器图形中观察得知,上图的内容分析如下:
- 脉波命令频率:观察发现图形中叠合的 “三角形” 面积很大,此为 PR 的对位修正量 太大所造成,会造成送膜的动作一顿一顿的!而且都往同一个方向(往上)修正,表示 P5-19 不准了!
- 对位误差率(V085):单位为 千分之一周期.将此资料 大略画一条平均线(图中黄线),发现数值V约为 -21,表示误差有 -2.1%,以 100 mm 的包装膜言,误差有 2.1 mm,算是相当大了,必须加以修正!
修正 P5-19 的公式(反式对位专用)为:
P5-19(修正后)= P5-19(修正前) × [ 1 – (V/1000)] [注 1]
假设 P5-19(修正前)= 100000 且 V = -21,带入公式得到:
P5-19(修正后)= 100000 × [ 1 – ( – 21/1000)]
= 100000 × (1021/1000)
= 102100
将修正后的 P5-19 输入 并生效后,应该可以发现 脉波命令频率 叠合的三角形 变小了,速度不再有顿挫感.而且 对位误差率 的 平均值 会接近0,表示 P5-19 已设定准确了!上图的详细说明请参考 这裡!
[注 1] 此公式仅适用于 反式对位(P2-76.X2=1)的场合,即 标记由从轴所带动!