ASD-A2 凸輪對位 功能時常用於 包裝膜對標記 的場合,例如:
- 枕式/立式 包裝機 包裝膜對標記
- 膠囊泡罩機 的鋁膜對標記
- 糖果扭結機 包裝膜對標記
上述 1 為直線凸輪;2,3 為間歇運動凸輪.雖然 曲線不同,但標記都位於從軸,皆屬於 反式對位(P2-76.X2=1)的應用.
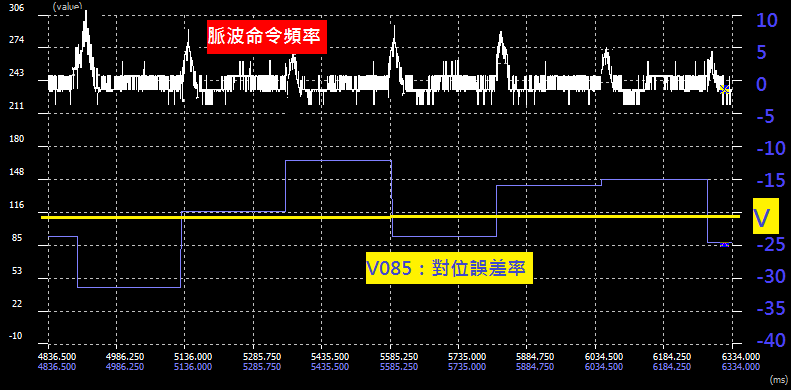
圖(一)P5-19 不準確的 凸輪對位 示波器圖形
由於每批產品的長度不同,雖可利用 P5-19 來設定長度,但送膜實際走的距離不一定準確,常見原因有:包裝膜太軟 受張力而被拉伸,送膜壓輪周長計算誤差,包裝膜的印刷誤差,長度輸入錯誤 等等.而 P5-19 準不準確,可由示波器圖形中觀察得知,上圖的內容分析如下:
- 脈波命令頻率:觀察發現圖形中疊合的 “三角形” 面積很大,此為 PR 的對位修正量 太大所造成,會造成送膜的動作一頓一頓的!而且都往同一個方向(往上)修正,表示 P5-19 不準了!
- 對位誤差率(V085):單位為 千分之一周期.將此資料 大略畫一條平均線(圖中黃線),發現數值V約為 -21,表示誤差有 -2.1%,以 100 mm 的包裝膜言,誤差有 2.1 mm,算是相當大了,必須加以修正!
修正 P5-19 的公式(反式對位專用)為:
P5-19(修正後)= P5-19(修正前) × [ 1 – (V/1000)] [註 1]
假設 P5-19(修正前)= 100000 且 V = -21,帶入公式得到:
P5-19(修正後)= 100000 × [ 1 – ( – 21/1000)]
= 100000 × (1021/1000)
= 102100
將修正後的 P5-19 輸入 並生效後,應該可以發現 脈波命令頻率 疊合的三角形 變小了,速度不再有頓挫感.而且 對位誤差率 的 平均值 會接近0,表示 P5-19 已設定準確了!上圖的詳細說明請參考 這裡!
[註 1] 此公式僅適用於 反式對位(P2-76.X2=1)的場合,即 標記由從軸所帶動!