飞剪,又称为旋切(Rotary Cut)通常用于对连续料的切割,裁切长度一般为固定,但也有动态改变切长的应用,例如 木材/纸板/铁片 的裁切,必须能在不停机的状况下随意的改变切长,并要求变换切长时,切刀速度必须平滑衔接,不可产生震动!本文以台达A2 伺服为例,实际演示3条不同切长的飞剪曲线做动态切换,并附上范例档供使用者参考。
飞剪动态改变切长的影片 可参考 => 优酷:
* Youtube 影片:請參閱繁體版網站 => 飛剪動態改變切長
安全须知:
为了避免对方案不熟悉时操作造成的危险,使用本范例时,强烈建议:伺服马达 不要连接 机械,(可将连轴器拆除),等充分理解范例内容,并已根据自己的 机械配置 修改过相关参数后,再将伺服连上机械,以策安全!
范例 使用流程说明:
- 下载 专案档(ChgRotaryCut.zip),并解压缩.载点:Dropbox,iCloud
- 利用 ASD-Soft 将 凸轮表(DataArray1.cac)下载至 A2,并执行烧录,避免断电后资料消失!
- 利用 ASD-Soft 将 参数档(ChgRotaryCut1.PAR)下载至 A2 驱动器,再 重新上电 即可!
由于本范例使用了 3 条凸轮曲线,因此採用 资料阵列档(.cac)来储存曲线,下载的方式 与一般 凸轮曲线档(.ecd)不同,请参考 => 资料阵列档(.cac)下载流程说明.
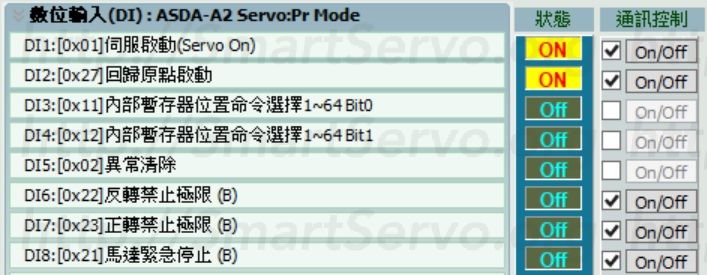
凸轮飞剪 DI 功能定义:
范例的 DI 定义如下图所示,为了安全考量,DI6,7,8 预设为 正/反转 极限/紧急停止,若确认伺服未连结到机构,可将之解除,方法可参考:A2 伺服快速入门-Q1.或如图中所示,将其勾选为通讯控制。
操作说明:
本范例为了方便演练,凸轮主轴 预设为 时间轴,表示不必连接主轴 编码器,当回原点完成后,触发 PR#10 伺服便会开始运转,范例演示了三条不同切长的飞剪曲线,分别位于资料阵列位址 100~,200~,300~,都是利用 飞剪建表之巨集#7 所造出,每条曲线分区数目都是72:
- Servo ON:DI1 On
- 回原点:DI2 ↑,伺服寻找Z相当做原点。此时刀具朝上。
- 飞剪启动:写入 P5-07=10 以触发 PR# 10,飞剪便开始。
使用范例档所附的示波器档案(.scp)实际观察,如下图所示:
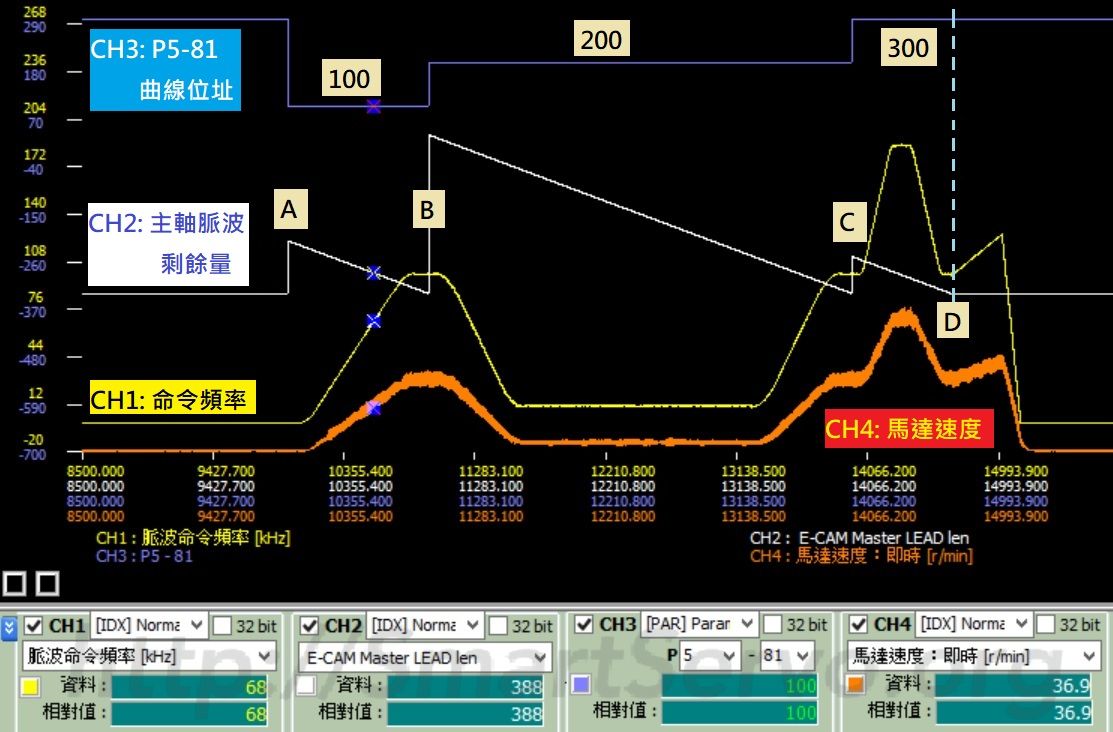
最上方CH3:P5-81 为曲线开头位址,分别为100,200,300表示3条不同的凸轮曲线,下方CH2:主轴脉波剩馀量,会由P5-89的值递减到0,0表示此曲线已结束,便会触发PR#(P5-88.BA)来进行曲线变换。图中可清楚看出整段过程里,CH1 命令频率 与 CH4 马达速度 都是连续的,不会因变换曲线而震动,图中 B,C,D 代表三个裁切点(切刀朝下),此3处的速度都一样,即同步速度,也就是主轴的速度!三条曲线切换时机说明如下:
- A->B:PR#10~ 走第一条曲线,切长比为 2,只走半周。
- B->C:PR#20~ 走第二条曲线,切长比为 3,走完整一周。
- C->D:PR#30~ 走第三条曲线,切长比为 0.7,走完整一周。
- D ~:PR#50 走 分度定位 回到 0 度(刀具朝上)
本范例使用的三条曲线之切长比为 2:3:0.7,因此对应一周的主轴脉波数 P5-84之比例也是 2:3:0.7(参见PR#12/21/31),如此三条曲线的同步区速度都会一样,因此,不论切长如何改变,只要在同步区(位于180度)切换曲线,就能保证曲线切换时速度维持不变,因而避免了震动,这也是为何第一条曲线只走半周,且第二/三条曲线的进入点设定在180°(P5-85=36)的原因!凸轮曲线切换的基本原理可以参阅 “A2 凸轮动态更换曲线” 的说明。
参考资料:A2 动态更改凸轮曲线,飞剪凸轮造表,分度定位。