本文 针对 “A2 范例:同步追踪(1)-基本操作” 一文的内容,补充相关参数 的设定方法。由于每个机台的 尺寸,方向 与 减速比 配置都不同,因此范例档无法直接套用,必须加以修改才能吻合现况,包括 同步速度匹配,追踪距离,偏移量,拉回速度 … 等等,本文将逐一加以说明.
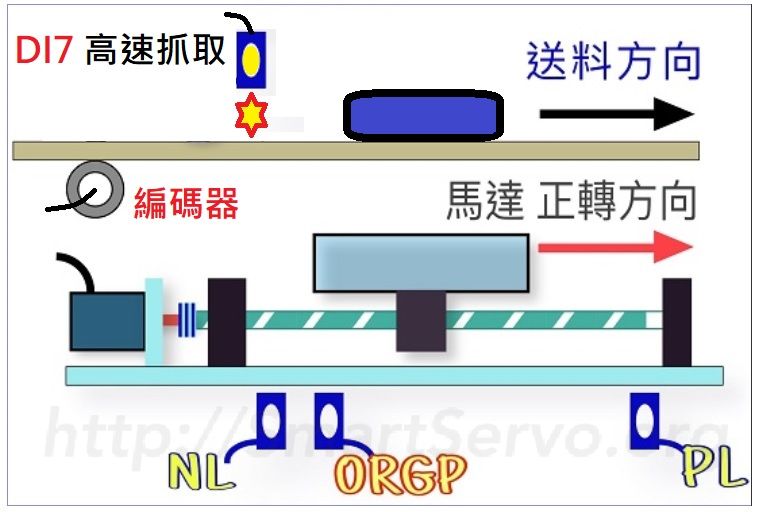
首先定义 同步追踪系统 的组成 与 工作方向,如下图所示:
在修改参数以前,须先将 伺服 Servo Off,然后再 依序设定:
(1) 系统参数:
- PUU 单位 与 电子齿轮比
- 系统规划 的首要工作便是决定 单位的大小,因为是使用者决定,故称为 使用者单位(PUU),本例建议 採用 微米(µm) 做为 PUU,即 1 mm = 1000 PUU,再根据 机械配置 便可计算出 电子齿轮比,可参考 ⇒ 各种齿轮比计算工具 来协助计算,将得到的结果设定到 伺服的 P1-44(分子)与 P1-45(分母)中即可.
- 正/反转 极限 必须正确连接
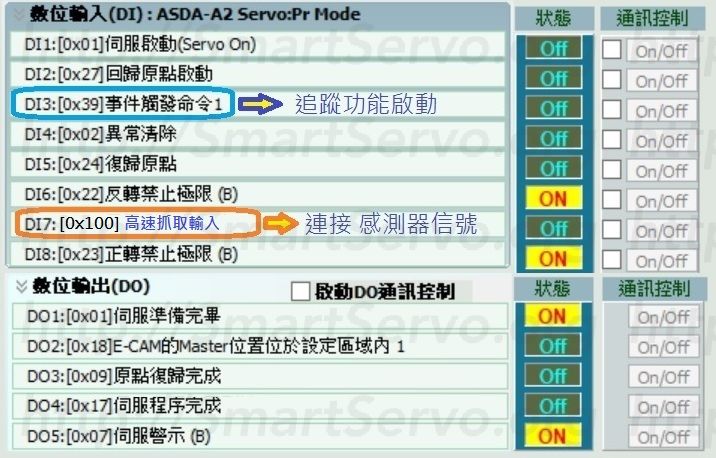
- 在伺服连结机构前,必须将 正/反转 极限 正确连接,以策安全,请参考 方案的 DI 设定图,并正确设定参数:
- DI 6 反转极限 NL:P2-15 = 0x22
- DI 8 正转极限 PL:P2-17 = 0x23,二者都是 B 接点,避免断线失去保护!
- 在伺服连结机构前,必须将 正/反转 极限 正确连接,以策安全,请参考 方案的 DI 设定图,并正确设定参数:
- 主轴脉波 设定
- P5-88.Y=0:凸轮主轴来自 CAP 轴,请修改 PR#61,将 P5-88 写入 0x005A201.
- P5-39.Y(CAP 脉波源):=1(来自 CN 5);=2(来自 CN 1),必须修改 PR#60:
- 脉波来自 CN 1:修改 PR#60,将 P5-39 写入 0x0021.
- 脉波来自 CN 5:修改 PR#60,将 P5-39 写入 0x0011.
- P1-00.X:脉波形式,若脉波来自 CN1,必须设定正确的 脉波形式(0:A/B 相;1:正/反 脉波;2:脉波+符号), 根据选用的编码器决定.
- 脉波正方向:编码器沿着产品送料方向旋转,伺服收到的主轴脉波 必须是正的,CN1 脉波观察 P5-18;CN5 脉波观察 P5-17,数值必须是增加的,若方向相反,请参考:凸轮不动作的原因 5-2 项 以修改之。
- 伺服正转方向 P1-01.Z
- 回原点方法 与 原点偏移值(P6-01)
- 请将原点信号 ORGP(0x24)安装在 反转极限 NL 附近(如上图),离追踪的起点较近,范例中回原点方法已设定成 反转方向搜寻原点,可不必修改。回完原点会自动定位到 坐标0 的位置 做为追踪的起点,如需改变起点位置,可调整 机械原点对应的坐标值(P6-01),让坐标平移!
- 梯形凸轮曲线 与 同步速度匹配
- 必须 重新建造 追踪的凸轮曲线,请参考 ASDA-Soft 梯形曲线建表 一文,将 导程 L (单位是 PUU)设定成 伺服的总行程(不会碰触到 正/反转极限的最大行程),然后依文中 “速度同步 的匹配方法” 逐一操作,便可计算出正确的 P5-84,再将 参数与凸轮表 下载到伺服,并 烧录凸轮表 以免断电后资料消失。
- 凸轮同步区 角度范围设定
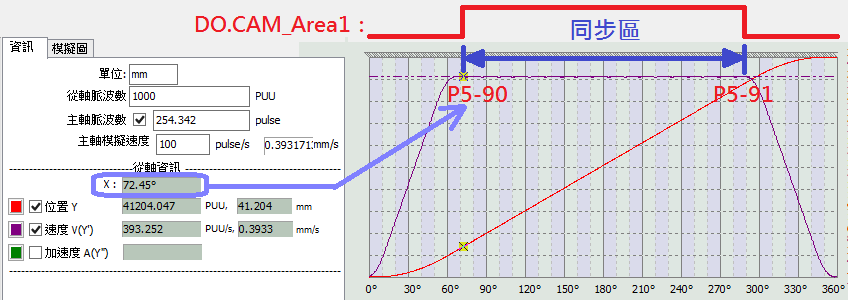
- 根据造出的 梯形曲线,设定 同步区 开始 与 结束 角度,做为 DO2:CAM_Area1 的输出范围:
- P5-90:同步区 开始角度,此 DO Off ⇒ ON,下图 X:会显示 滑鼠游标处 的主轴角度.
- P5-91:同步区 结束角度,此 DO ON ⇒ Off,详见 DO.CAM_Area 设定法.
- 根据造出的 梯形曲线,设定 同步区 开始 与 结束 角度,做为 DO2:CAM_Area1 的输出范围:
{kind=link}
(2) 生产参数:
- 产品 追踪距离
- 请注意:追踪距离(P) 是以 主轴编码器 脉波数 作为单位的,不是从轴的 PUU,设定方法为:
- 若 P <=P5-84,则设定 P5-89=P,
- 若 P > P5-84, 无法操作,因为超过凸轮一周的长度了!
- 请注意:追踪距离(P) 是以 主轴编码器 脉波数 作为单位的,不是从轴的 PUU,设定方法为:
- 偏移量 调整:追踪到达速度同步时,若伺服与产品的相对位置需调整:
- 伺服超前产品:前置量 P5-87 增加,或起动信号(DI 7)位置前移.
- 伺服落后产品:前置量 P5-87 减少(不可<0),或起动信号(DI 7)位置后移.
- 拉回 的 PR 速度
当以上参数都设定完毕,可以先存档,再将 伺服驱动器 重新上电,就可以开始操作了,方法请参考:”A2 范例:同步追踪(1)-基本操作” 中的流程!也可利用 PLC 编写程序,来控制这些 DIO,完成 同步追踪控制.