Flying shear is a common application of the E-CAM function. This article provides the Delta A2 servo’s sample program of the flying shear, including the trapezoidal E-CAM curve, parameter file with the PR commands, so users can follow the instruction and easily run the program to help with understanding the operating principle of flying shear and how to utilize it. Generally, the master axis of the flying shear is the encoder signal of the feeding axis while the slave axis is the sliding table, which is the target to be controlled in this example. Please refer to the video clip in the following links for the flying shear application => YouTube
— Thanks to Jack Tsai for providing this English translation.
Caution:To avoid the potential danger due to not being familiar with the project, it’s strongly recommended to remove the coupling to disconnect the servo motor from the mechanism. For safety reason, please recover the connection after fully understand the operating principle and have modified the relevant parameters based on the actual mechanical design.
Execution Procedure:
- Download and extract the project(a2FlySaw_TimeAxis.zip), download link: Dropbox,iCloud
- Use ASD-Soft to download the E-CAM profile (trapz.ecd)into A2 and execute burning to avoid the data being lost after the power is off.
- Use ASD-Soft to download the parameter file (A2_xxxx.PAR)into A2 then re-power on.
For the convenience of the demonstration, the default E-CAM master axis is the Time axis [*1], which means without connecting to the physical encoder of the master axis, the motor can still run once the E-CAM is engaged. In the example, one cycle of the E-CAM profile is 3 revs of the motor, please make sure the motor is disconnected from the mechanism for the very first practice.
DI/DO Assignment:
The assignment of DI & DO in the example is shown below. For safety concern, the default function of DI7 & 8 is Positive & Negative Limit, and they could be disabled if the motor is not connected to the mechanism. Please refer to “Delta A2 Servo Quick Start – Q1” for how to disable them.
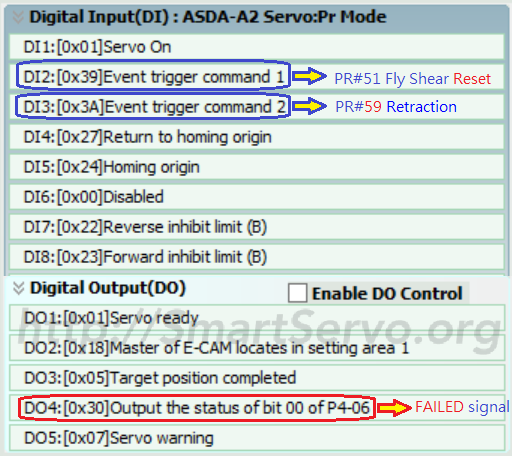
When A2 receives the startup command of DI2 triggered by PLC, E-CAM will engage and begin the flying shear movement. After ECAM profile entering the constant-speed area, A2 outputs DO2 to inform the PLC to start the cutting, and when the cutting is finished, PLC must trigger DI3 to have A2 move back to the starting point (retraction) to wait for the next cycle start. The procedure of DI/DO activation is as below:
- Servo ON: DI1 ON → Servo ON.
- Homing: This step can be neglected if the motor is not connected with the mechanism.
- Flying shear reset: DI2 OFF → ON (Point A in below figure) to trigger PR#51 to move the motor back to the starting point (Position 0 PUU) and engage E-CAM to start the flying shear movement.
- Flying shear retraction: DI3 OFF → ON (Point B in below figure) to trigger PR#59 to disengage E-CAM and move back to the starting point. Please refer to “A2 Macro#F application – Flying shear and prevent incorrect cutting” for the PR configuration. Please be noted that triggering DI3 is only valid within the defined cutting length (5 sec) [*1], otherwise if the E-CAM reaches the end of profile, flying shear will stop (the same as step7).
- Automatic cycle: (Point C in below figure) E-CAM will automatically start the next cycle if the retraction is executed normally after one defined cutting length (master axis cycle) is finished.
- Repeat Step4: The flying shear will continue the consistent cycle as long as DI3 is triggered within the defined cutting length (5 sec).
- Flying shear failure: As above, if DI3 is not triggered within the defined cutting length, it means the flying shear movement can’t be finished in time (perhaps the feeding speed is too fast or the material can’t be cut off completely). In this case, E-CAM will stop running and disengage, then DO4 will output the “FAILED” signal. (Point D in below figure)
- Flying shear reset: After the issue is fixed, E-CAM can engage again with Step3 to activate the flying shear. (Point A in below figure)
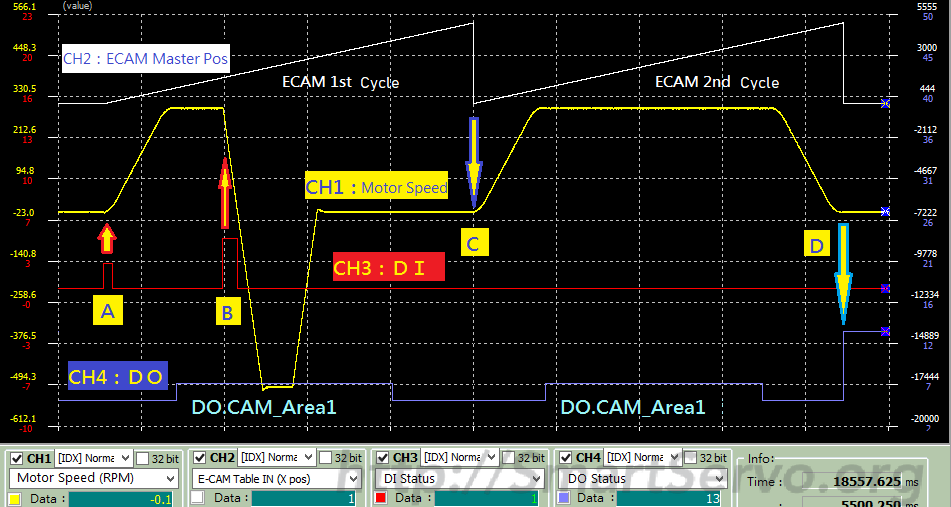
The figure above is the scope file(.scp)enclosed in the sample file, users can open it with the ASDA-Soft scope to save the time for setting CH1~4. During the practice, it should be able to see the waveform above:
- CH2 master axis phase : Since the disengaging condition P5-88.U=C, so the phase value from 0~(P5-89-1) means E-CAM engages for one cycle, then will reset to 0 and continue with the next cycle.
- CH1 motor speed: Flying shear adopts the trapezoidal curve, so the speed curve in the figure is shown as a trapezoid. However due to the retraction behavior, the motor won’t finish the complete path. In the figure, the waveform of the speed starting at Point B indicates the retraction is triggered by the PR command, while the waveform on the right is a complete trapezoidal because the retraction is not triggered intentionally which leads to the flying shear failure, therefore DO4 outputs the “FAILED” signal at Point D.
- CH3 DI signal: DI2 is triggered at Point A to reset the flying shear and start the movement after E-CAM is engaged. DI3 is triggered at Point B for the flying shear retraction.
- CH4 DO signal: When E-CAM is in the constant-speed area, DO2: CAM_Area 1 will be ON. When there’s flying shear failure at Point D, PR#15 will write P4-06=1 to output DO4 signal.
Since the master axis is the Time axis which means cutting length P5-89=5000 is equal to 5 seconds [*1], it will be easy to convert to the distance when the master source is changed to the actual pulses in the future. Flying shear retraction relies on triggering DI3, another way is to have the retraction being executed automatically when the master axis reaches a specified length, so that triggering DI3 can be neglected, however, due to the corresponding pulses of the master axis are not fixed under different cutting length and speed, and it’s not suitable for high-speed working condition, therefore it’s not recommended to do so. Users can follow the instruction of this example and practice to understand the operating principle of the flying shear, yet please be noted that due to the differences among different machines, it’s necessary to modify the related A2 parameters to be complied with the actual working condition. For more information, please refer to “A2 Example: Flying Shear (2) – Parameter setting“.
[*1] In this example, E-CAM settings P5-88=0x1C041 means that the master axis is the Time axis. P5-83=1, P5-84=P5-89=5000, P5-92=0 means that E-CAM runs 1 cycle every 5000ms, consistently. Every time 1 cycle of E-CAM is finished, PR#1 will be triggered once.