本篇提供 “电子凸轮警报后,不必回原点-影片” 中实际使用的台达 M-R 专案,使用者可以依照本篇说明,一步步的将专案执行起来,藉以熟悉 巨集#D 的使用方法,以达到凸轮故障后不回原点,迅速恢復相位,立即接续工作的目的!
范例操作说明:
- 下载 专案档,并解压缩.载点:Dropbox
- 利用 ASD-Soft 将 凸轮表(Line.ecd)与 参数档(Macro_D.par)下载至 M-R,再 重新上电!
- 利用 ezASD 开启 专案档(Macro_D.mrj),编译后下载至 M-R 中,然后执行(Run)即可!
专案的 凸轮主轴 是X轴的 回授位置,从轴 是Z轴.依据影片的示范,透过 DI 1~6(X0.0 ~ X0.5)即可演示整个过程,专案中所有 DI 都是利用 背景 PLC 程序来定义的,如下所示:
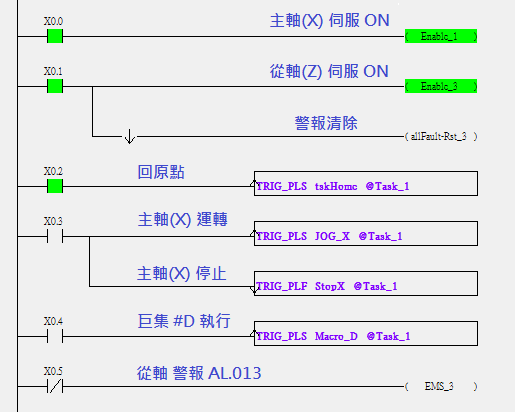
其中最核心的是由 DI5(X0.4)触发的(巨集 #D)工作,程式内容如下:
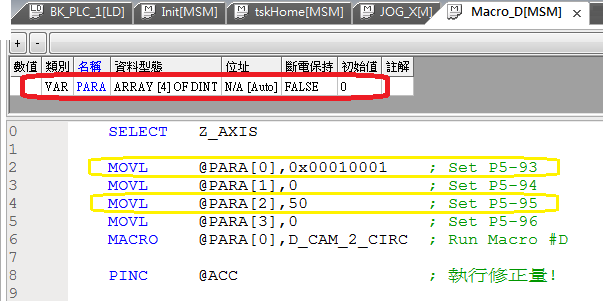
巨集#D 的设定方法请参考 MACRO 指令,上图的设定 从轴会 “立即执行修正“.若希望採用 “随后跟上主轴” 的方式,只需将黄色框的二个参数改成如下即可:
MOVL @PARA[0],0x01010001 ; 反转禁止
MOVL @PARA[2],0 ; 正转允许率 0%
使用者应不难发现,整个专案的程式很简短,因为 巨集#D 已将恢復凸轮相位的计算都做完了,使用起来就很轻鬆!这也是台达 M-R 与 A2 伺服 方便的地方!后续若需修改专案以符合应用,必须注意 巨集#D 的使用限制:
- 凸轮啮合控制:必须设定 Servo OFF 不脱离(P5-88.X1=1)
- 分度座标 与 凸轮曲线 要等高:P2-52 = ECAM_H (凸轮表最末点 减 第一点 的差值)
- 凸轮表格倍率:P5-19 必须为 1.0 倍。
- 凸轮啮合时:凸轮表格0度位置 要对准 分度坐标的 0。,建议在回完原点,走绝对定位到0,就马上啮合凸轮!
否则会发生错误,详情请参考 巨集#D 使用说明!