本篇提供 “電子凸輪警報後,不必回原點-影片” 中實際使用的台達 M-R 專案,使用者可以依照本篇說明,一步步的將專案執行起來,藉以熟悉 巨集#D 的使用方法,以達到凸輪故障後不回原點,迅速恢復相位,立即接續工作的目的!
範例操作說明:
- 下載 專案檔,並解壓縮.載點:Dropbox
- 利用 ASD-Soft 將 凸輪表(Line.ecd)與 參數檔(Macro_D.par)下載至 M-R,再 重新上電!
- 利用 ezASD 開啟 專案檔(Macro_D.mrj),編譯後下載至 M-R 中,然後執行(Run)即可!
專案的 凸輪主軸 是X軸的 回授位置,從軸 是Z軸.依據影片的示範,透過 DI 1~6(X0.0 ~ X0.5)即可演示整個過程,專案中所有 DI 都是利用 背景 PLC 程序來定義的,如下所示:
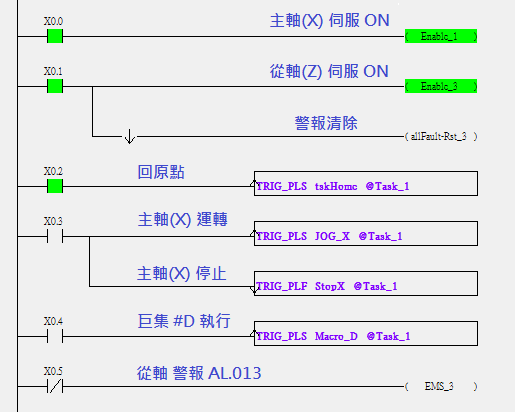
其中最核心的是由 DI5(X0.4)觸發的(巨集 #D)工作,程式內容如下:
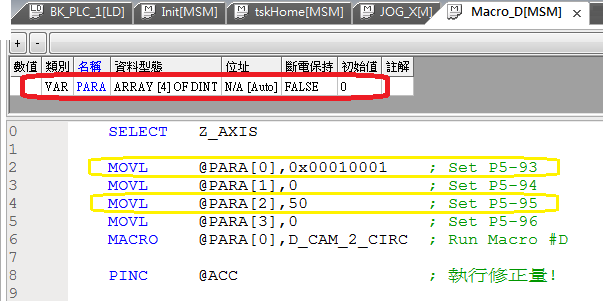
巨集#D 的設定方法請參考 MACRO 指令,上圖的設定 從軸會 “立即執行修正“.若希望採用 “隨後跟上主軸” 的方式,只需將黃色框的二個參數改成如下即可:
MOVL @PARA[0],0x01010001 ; 反轉禁止
MOVL @PARA[2],0 ; 正轉允許率 0%
使用者應不難發現,整個專案的程式很簡短,因為 巨集#D 已將恢復凸輪相位的計算都做完了,使用起來就很輕鬆!這也是台達 M-R 與 A2智能伺服 方便的地方!後續若需修改專案以符合應用,必須注意 巨集#D 的使用限制:
- 凸輪嚙合控制:必須設定 Servo OFF 不脫離(P5-88.X1=1)
- 分度座標 與 凸輪曲線 要等高:P2-52 = ECAM_H (凸輪表最末點 減 第一點 的差值)
- 凸輪表格倍率:P5-19 必須為 1.0 倍。
- 凸輪嚙合時:凸輪表格0度位置 要對準 分度坐標的 0。,建議在回完原點,走絕對定位到0,就馬上嚙合凸輪!
否則會發生錯誤,詳情請參考 巨集#D 使用說明!