三角形 的凸轮曲线,常用于 横切机/马达定子绕线 这类频繁地 启动与停止的应用(详见 此篇),本文说明如何以 ASDA-Soft 软体建造 “三角形 凸轮表” ,包含 曲线调整方法 与 设定要领,对 ASD-A2 与 ASD-M-R 系列伺服都适用!(ASDA-Soft V5 软件下载请点 这裡)
ASDA-Soft 建造 三角形凸轮表 的步骤:
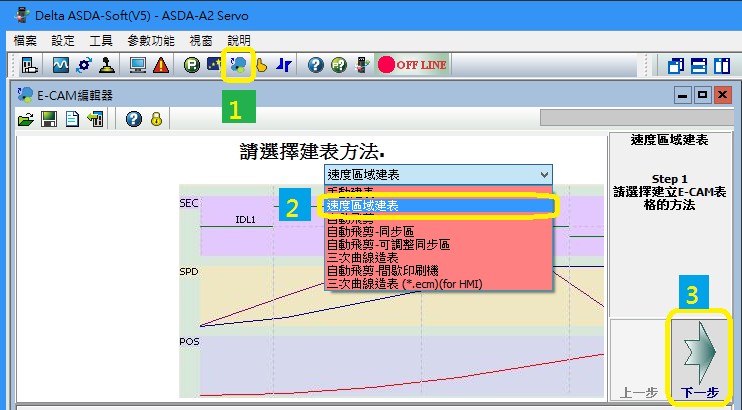
执行 ASDA-Soft 软件后,请依上图顺序操作:
- 点选工具列 E-CAM 电子凸轮 按钮
- 选择 建表方法 - 速度区域建表
- 点选 下一步,进入下图画面:
三角形 速度区域的设定:
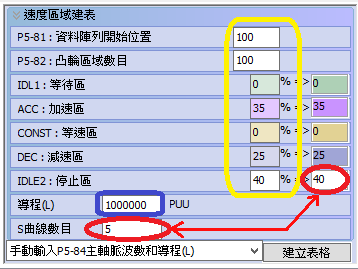
- P5-81:凸轮表储存在资料阵列的开头位址,不要与 CAP/CMP 使用区域重叠.
- P5-82:建议至少 100 点!若点数太少,各分区就无法精确规划!
- 等待区:速度为零的前导区,设 0% 即可,因为可用 前置量 P5-87 取代!
- 加速区:加速区所佔的比率(%),后方会显示实际的点数.所佔的角度愈大,马达出力愈轻鬆,电流愈小!
- 等速区:三角形 没有等速区,设为 0 % 即可!
- 减速区:减速区所佔的比率(%),特性类似 “加速区“,通常会设计成 “对称的三角形“,也就是 加/减速区 同宽,但有时马达受外力作用,加/减速区 负荷不相同,需要调整 两区的 比例,让 加/减速的 电流峰值相同,以取得平衡.另外,若减速区太窄,容易让回升能量 增加太快,可能造成 伺服 回升错误 AL.005!
- 停止区:三角形后方速度为 0 的区域,软体会由 其他区域扣除,自动计算出 剩馀角度(%)设定到 停止区!此区必须 参考机构特性,根据主轴一周(100%)内有多少角度(%)从轴必须停止,必须满足 才不会发生机构干涉!建议凸轮使用 脱离条件 P5-88.U = 4 或 C,表示凸轮会在 啮合 与 前置状态 无限循环,除了让 P5-19 修改后可在下一周期自动生效外,也可利用 前置状态的长度 P5-92 来取代 曲线的停止区 [注 1]!若有使用S曲线,则必须保留额外的 停止区点数 给S曲线使用!如果不足,可以缩小 加/减速区 来调整之.
- 导程(L):曲线一周(360°)从轴的总行程(单位 PUU),固定设为 1,000,000.最终行程可由 P5-19 控制![注 2]
- S曲线数目:让梯形速度转折处平滑的 点数(不是百分比 %),点数愈多愈平滑,但不可大于停止区点数,以免曲线结束速度不为0.S曲线虽可让伺服的运动缓和,但对于要求高产能的凸轮机械,凸轮运转时间已受限,太轻鬆的起步只会让随后的加速度更勐,否则无法在要求的时间内走完一周的行程.因此建议:S曲线点数 微量(< 10)即可!
- 按下 “建立表格” 即可!
[注 1] 凸轮曲线 停止区 的建造方式有二:
1.停止区 建造在 曲线中:
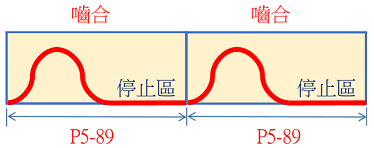
- 脱离条件 P5-88.U 等于 4 或 C
- P5-89 = P5-84 = M
- P5-92 = 0
- M = 凸轮一周的 主轴脉波数
2.停止区 不建造在 曲线中,使用 週期性前置量 P5-92:
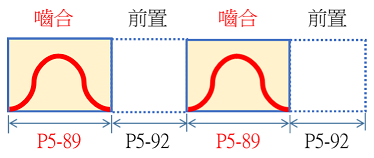
- 脱离条件 P5-88.U 等于 4 或 C
- P5-89 = P5-84 = 加减速区 主轴脉波数
- P5-92 = 停止区 主轴脉波数
- P5-89 + P5-92 = M
- M = 凸轮一周的 主轴脉波数
[注 2] 凸轮行程改变时,直接修改 P5-19 即可,不必重新建表!
行程 = L × p5_19 (软体显示数值,有 6 位小数)
=1,000,000× P5-19 (参数实际数值) /1,000,000
= P5-19 (参数实际数值) (单位是 PUU)
因此,建表时,只要把 L 设为 一百万,凸轮一周 从轴运行距离刚好就是 P5-19 个 PUU.
设定 主轴脉波 与 下载凸轮表:

接着如下操作:
- 设定 P5-84:即凸轮啮合一周 对应的 主轴脉波数,参考上方 [注 1],P5-83 设 1 即可.
- 下载表格:将表格存入 伺服驱动器 的记忆体中![注 3]
- 烧录表格资料:可避免断电后凸轮曲线消失!仅 A2 需要烧录 [注 4] ,M-R 不需要!
- 按”下一步”:继续设定资料
[注 3] 下载凸轮表时,若凸轮在啮合状态会有错误讯息!请 Servo Off 或设 P5-88=0 来关闭凸轮.
[注 4] 烧录凸轮表时,伺服必须 Servo Off 才不会有错误讯息!可利用 ASDA-Soft 软件的 数位 IO 控制功能,将 Servo ON 的 DI 强制关闭即可! ASD-M-R 凸轮表储存在 DH 区 本身具备断电保持功能,不需要执行烧录动作!
凸轮前置量 与 角度区域 DO 设定:
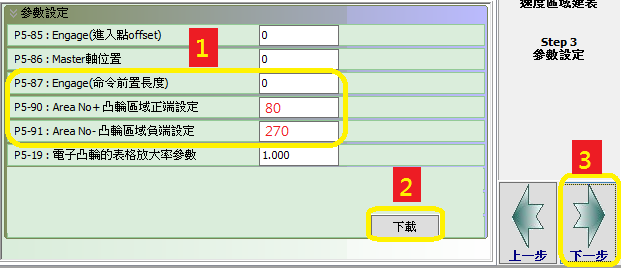
- 需设定的参数有:
- 初次啮合的 前置量 P5-87:若 凸轮啮合 是由感测器 DI 触发,则可根据安装的位置设定前置量,避免 凸轮 过早开始运动!
- 凸轮角度输出:在 横切机 这类应用,凸轮走三角形曲线只是单纯做定位,虽没有 “角度 DO” 的直接需求,但可先 设定角度范围参数 P5-90,P5-91,将来可能会用到 [注 5].详见 凸轮角度 DO 设定说明.
- 按下 “下载“:将参数储存至驱动器
此时 三角形凸轮表 与 相关参数 都已设定完成,不一定需要再按 “下一步” 了,因为 凸轮使用时,脱离与啮合条件必须要靠 PR 来设定,由 ASDA-Soft 下载的意义并不大,除非是为了做测试!
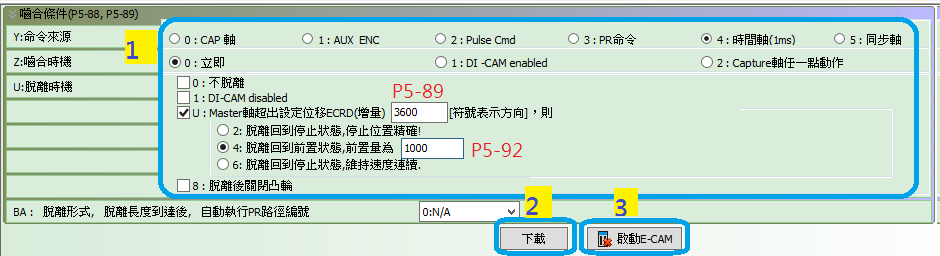
3. 点选 “下一步“:设定凸轮操作条件,测试凸轮曲线!
[注 5] 横切机 通常会做 “标记对位”,若要判断 感测器是否能正常检测标记,可将 感测器信号 与 凸轮角度DO 都连进 PLC 做判断,正常时 凸轮每一周都会 收到 感测器信号一次,若连续 N 次 凸轮角度 DO 信号发生,却未收到 感测器信号,就知道 标记可能跑偏 或有 其他故障了!
测试凸轮曲线时,请先将伺服 Servo ON,再依下图1,2,3顺序设定,凸轮就可开始运转.图中 Y:是用来选择主轴来源,使用者可依自己需求做选择!图中的 P5-89 应修改成和 P5-84 相同,这样每次才会完整走完整个凸轮曲线,然后停止 P5-92 个主轴脉波,再继续运行,周而復始!若要停止凸轮可以再按下3.
参考资料:凸轮造表:(1)直线,(2)梯形,凸轮曲线应用:(2)梯形;(1)直线