本文 針對 “A2 範例:同步追蹤(1)-基本操作” 一文的內容,補充相關參數 的設定方法。由於每個機台的 尺寸,方向 與 減速比 配置都不同,因此範例檔無法直接套用,必須加以修改才能吻合現況,包括 同步速度匹配,追蹤距離,偏移量,拉回速度 … 等等,本文將逐一加以說明.
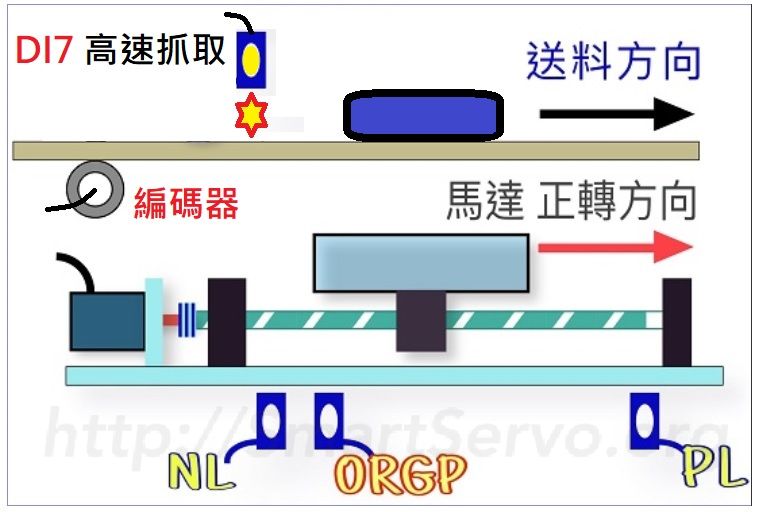
首先定義 同步追蹤系統 的組成 與 工作方向,如下圖所示:
在修改參數以前,須先將 伺服 Servo Off,然後再 依序設定:
(1) 系統參數:
- PUU 單位 與 電子齒輪比
- 系統規劃 的首要工作便是決定 單位的大小,因為是使用者決定,故稱為 使用者單位(PUU),本例建議 採用 微米(µm) 做為 PUU,即 1 mm = 1000 PUU,再根據 機械配置 便可計算出 電子齒輪比,可參考 ⇒ 各種齒輪比計算工具 來協助計算,將得到的結果設定到 伺服的 P1-44(分子)與 P1-45(分母)中即可.
- 正/反轉 極限 必須正確連接
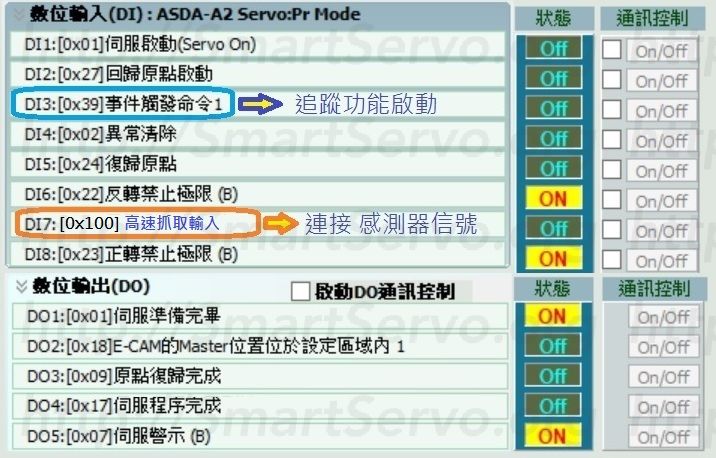
- 在伺服連結機構前,必須將 正/反轉 極限 正確連接,以策安全,請參考 方案的 DI 設定圖,並正確設定參數:
- DI 6 反轉極限 NL:P2-15 = 0x22
- DI 8 正轉極限 PL:P2-17 = 0x23,二者都是 B 接點,避免斷線失去保護!
- 在伺服連結機構前,必須將 正/反轉 極限 正確連接,以策安全,請參考 方案的 DI 設定圖,並正確設定參數:
- 主軸脈波 設定
- P5-88.Y=0:凸輪主軸來自 CAP 軸,請修改 PR#61,將 P5-88 寫入 0x005A201.
- P5-39.Y(CAP 脈波源):=1(來自 CN 5);=2(來自 CN 1),必須修改 PR#60:
- 脈波來自 CN 1:修改 PR#60,將 P5-39 寫入 0x0021.
- 脈波來自 CN 5:修改 PR#60,將 P5-39 寫入 0x0011.
- P1-00.X:脈波形式,若脈波來自 CN1,必須設定正確的 脈波形式(0:A/B 相;1:正/反 脈波;2:脈波+符號), 根據選用的編碼器決定.
- 脈波正方向:編碼器沿著產品送料方向旋轉,伺服收到的主軸脈波 必須是正的,CN1 脈波觀察 P5-18;CN5 脈波觀察 P5-17,數值必須是增加的,若方向相反,請參考:凸輪不動作的原因 5-2 項 以修改之。
- 伺服正轉方向 P1-01.Z
- 回原點方法 與 原點偏移值(P6-01)
- 請將原點信號 ORGP(0x24)安裝在 反轉極限 NL 附近(如上圖),離追蹤的起點較近,範例中回原點方法已設定成 反轉方向搜尋原點,可不必修改。回完原點會自動定位到 坐標0 的位置 做為追蹤的起點,如需改變起點位置,可調整 機械原點對應的坐標值(P6-01),讓坐標平移!
- 梯形凸輪曲線 與 同步速度匹配
- 必須 重新建造 追蹤的凸輪曲線,請參考 ASDA-Soft 梯形曲線建表 一文,將 導程 L (單位是 PUU)設定成 伺服的總行程(不會碰觸到 正/反轉極限的最大行程),然後依文中 “速度同步 的匹配方法” 逐一操作,便可計算出正確的 P5-84,再將 參數與凸輪表 下載到伺服,並 燒錄凸輪表 以免斷電後資料消失。
- 凸輪同步區 角度範圍設定
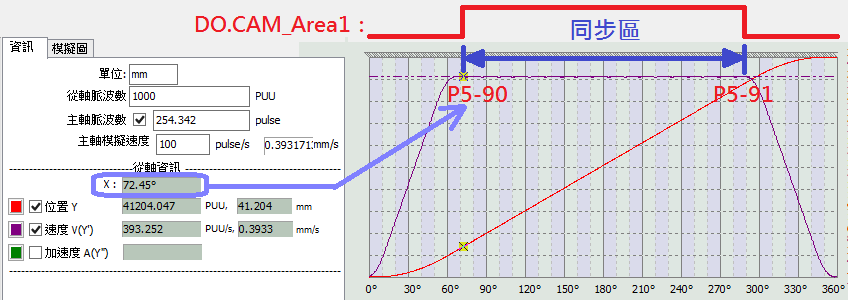
- 根據造出的 梯形曲線,設定 同步區 開始 與 結束 角度,做為 DO2:CAM_Area1 的輸出範圍:
- P5-90:同步區 開始角度,此 DO Off ⇒ ON,下圖 X:會顯示 滑鼠游標處 的主軸角度.
- P5-91:同步區 結束角度,此 DO ON ⇒ Off,詳見 DO.CAM_Area 設定法.
- 根據造出的 梯形曲線,設定 同步區 開始 與 結束 角度,做為 DO2:CAM_Area1 的輸出範圍:
{kind=link}
(2) 生產參數:
- 產品 追蹤距離
- 請注意:追蹤距離(P) 是以 主軸編碼器 脈波數 作為單位的,不是從軸的 PUU,設定方法為:
- 若 P <=P5-84,則設定 P5-89=P,
- 若 P > P5-84, 無法操作,因為超過凸輪一周的長度了!
- 請注意:追蹤距離(P) 是以 主軸編碼器 脈波數 作為單位的,不是從軸的 PUU,設定方法為:
- 偏移量 調整:追蹤到達速度同步時,若伺服與產品的相對位置需調整:
- 伺服超前產品:前置量 P5-87 增加,或起動信號(DI 7)位置前移.
- 伺服落後產品:前置量 P5-87 減少(不可<0),或起動信號(DI 7)位置後移.
- 拉回 的 PR 速度
當以上參數都設定完畢,可以先存檔,再將 伺服驅動器 重新上電,就可以開始操作了,方法請參考:”A2 範例:同步追蹤(1)-基本操作” 中的流程!也可利用 PLC 編寫程序,來控制這些 DIO,完成 同步追蹤控制.