飞剪应用时,只要裁切长度改变,飞剪曲线就必须重新建造,不像其他凸轮曲线(例如直线,梯形,…)只要更改参数即可!因此,使用PC软体建造飞剪曲线的意义不大,因为需要时常更改.台达 A2/M-R 伺服内建 飞剪曲线造表功能- 巨集 #7,只要切长改变,便可立即造出新的曲线!本文说明使用 巨集 #7 的 准备工作与注意事项,供使用者参考 …
巨集 #7 -前期准备工作
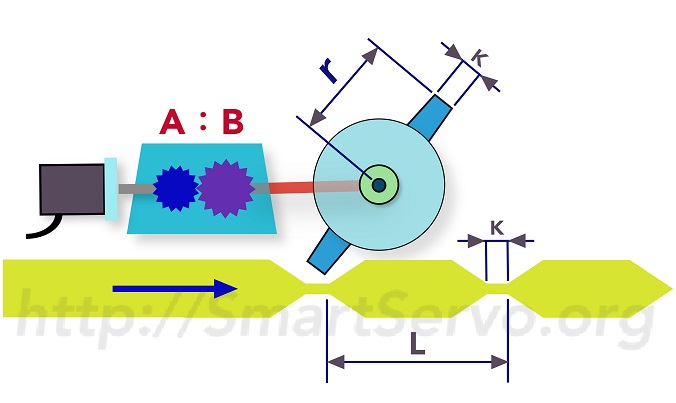
飞剪的机械架构如下图所示,伺服马达经减速机带动切刀轴,轴上安装了(C)把刀:
使用巨集#7 以前,以下参数必须先设定完成!如果表格造好后,以下参数被修改了,巨集 #7 也必须重新执行!
- PUU与 齿轮比 P1-44/P1-45
必须先定义切刀轴转一周(分度总行程)是 N个 PUU,由于 N 除以切刀数(C)必须可以整除,通常将 N 定为 十万 乘以 切刀数(C),再依此算出齿轮比 P1-44/P1-45,可利用 齿轮比计算工具-分度机构 协助计算,如下图所示:
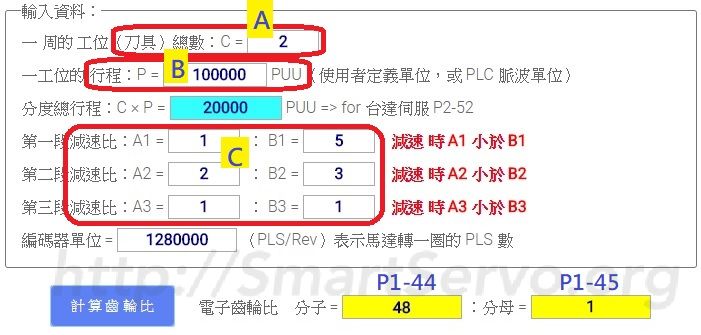
A:输入 切刀总数 C
B:输入 一工位行程,建议值 100000 PUU
C:输入 机械减速比(支援 三段传动比)
按下 “计算” 即可得到电子齿轮比 P1-44/P1-45! - 表格长度 P5-82
最大为 72 分区数(73点),建议设为最大 72,避免曲线失真! - 表格起始位址 P5-81
造出的曲线会储存于 P5-81 指向的资料阵列位址,若 P5-81=100,P5-82=72,则储存于位址 100 ~ 172 共 73 点.
动态建表的作法
当有动态建表需求时,即凸轮已经啮合,需要建造新的曲线,巨集#7 也是可以做到的,只要将 P5-81 避开已经啮合的凸轮曲线即可.也就是说,如果当时啮合的曲线位址在 100 ~ 172,可先将 P5-81 改成 200,再呼叫 巨集 #7 就可以成功造表,否则会产生错误码 F071h !然而,造出的曲线并不会马上生效,而是要等凸轮重新啮合后,新的曲线才会生效,因此,通常会搭配脱离条件 P5-88.U = 4 或 C 来使用,让凸轮一周期自动脱离去触发 P5-88.BA 指定的 PR 执行巨集#7 造表,此时 P5-81 就不必修改,因为凸轮已经脱离了,然后经过 P5-92 个主轴脉波,凸轮便会自动啮合并使用新的曲线!可参考 => A2 凸轮参数生效时机.
参考:巨集 #7 使用手册.凸轮曲线应用-直线,-梯形.
*注意:巨集#7 造出的飞剪曲线,只存在于资料阵列(RAM)中,断电后即消失,因此每次上电都必须要重新建造,可以在伺服裡写好 PR 程序执行 巨集#7,或由 PLC 或 HMI 宏程序 来执行