本文彙整了 台达 A2/M-R 伺服 巨集#7 建造飞剪曲线所需 之公式(如 切长比,同步区 …),使用者只要根据 机械尺寸,裁切长度 等参数,套用本文的公式,便可快速得到 巨集#7 的输入参数,可避免发生错误,一次就将曲线建造成功!本文亦提供 计算范例,让使用者更清楚公式的套用方法.使用本文方法前,请先参考 巨集 #7 飞剪造表(1)准备工作 将重要的参数 设定完成 …
飞剪曲线 公式彙整
飞剪机构如下图所示,伺服马达 经减速机带动 切刀轴,轴上安装了(C)把刀:
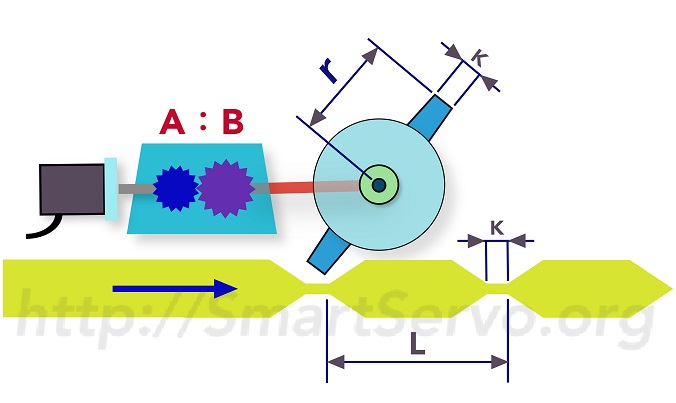
其中 减速比(A:B),切刀半径(r),刀宽(K),裁切长度(L),并依此分别求出 同步区角度(Y),切长比(R),等待区角度(W),公式整理如下:
- 切长比:
- 同步区:
- 等待区:
- 若
,则
- 若
,则
,其中
- 若





造表范例#1,切长比 R < 1
机械参数:减速比 A:B = 1:10,切刀半径 r = 150 mm,刀宽 K = 25 mm,切刀数 C = 2
裁切长度 L= 160 mm,P5-82 = 72,速度补偿 V = 0.9 [注 1]
带入上述公式,得到:
-
- 切长比
- 同步区
(无条件进位到整数)
- 因
,
- 切长比


巨集 #7 参数计算:
- P5-93(高位|低位)=(S曲线等级=2 [注 2]|W=0)= 0x00020000(16 进制)
- P5-94 =(同步区角度 Y)= 57
- P5-95(高位|低位)=(
)= 0x0002000A(16 进制)
- P5-96 =

再写入 P5-97 = 7,就可以触发 巨集#7 造出指定的飞剪曲线,也可用 ASDA-Soft => ECAM 编辑器 => 从伺服载入 将造好的曲线载入软件中观看!
造表范例#2,切长比 R >= 1
机械参数:减速比 A:B = 1:5,切刀半径 r = 30 mm,刀宽 K = 20 mm,切刀数 C = 2
裁切长度 L= 300 mm,P5-82 = 72,速度补偿 V = 0.95 [注 1]
带入上述公式,得到:
-
- 切长比
- 同步区
- 因
(无条件进位到整数)
- 切长比




巨集 #7 参数计算:
- P5-93(高位|低位)=(S曲线等级=2 [注 2]|W=0x54)= 0x00020054(16 进制)
- P5-94 =(同步区角度 Y)= 24
- P5-95(高位|低位)=(
- P5-96 =

再写入 P5-97 = 7,就可以触发 巨集#7 造出指定的飞剪曲线,也可用 ASDA-Soft => ECAM 编辑器 => 从伺服载入 将造好的曲线载入软件中观看!
[注 1] 使用 速度补偿 V 可以调整曲线的同步速度,例如将 V = 0.8 ~ 0.95 可以降低 同步速度,改善 扯膜现象!
[注 2] 曲线等级 S = 1 ~ 4,数值愈大 起步加速愈缓,但中段加速愈大.建议值 S = 2.