在建造飞剪曲线时,除了设定 同步区 与 切长比(含速度补偿)之外,还有一个自由度 称为 “等待区“.本文说明 等待区角度 对飞剪曲线的影响,以及调整技巧!当使用台达伺服 巨集 #7 建造飞剪曲线,有时会发生错误,常见的原因便是 等待区没有设定妥善,本文将说明设定的要领!
等待区 的作用- 调整初速 与 加速度
等待区 就是 飞剪曲线 维持初速的部分(可参考 => 飞剪曲线组成图),因 凸轮一周 360度= 2×等待区 + 2×加速区 + 同步区.由于同步区已经被指定了,所以设定 等待区 也就决定了 加速区 的大小,为了维持 曲线下方面积(代表距离)恆定,也间接影响了曲线的初速.下二图中 根据 切长比 R > 1 与 R < 1 与 不同的等待区 W1 < W2,分别造出 红/蓝 二条飞剪曲线,来说明 等待区大小 对飞剪曲线的影响:
1,切长比 R > 1,产品切长 较 切刀行走距离 长,飞剪曲线 如下: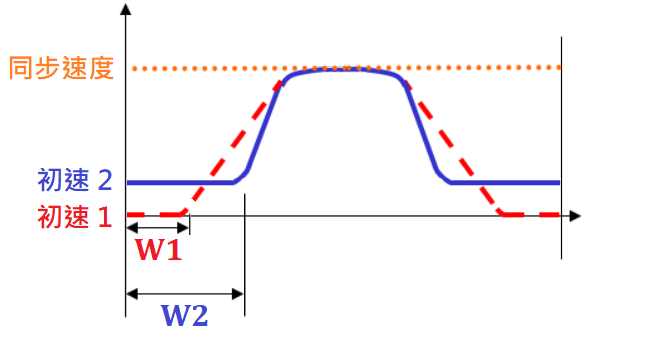
- 曲线初速 较 同步速度(裁切时的速度) 慢
- 等待区愈小,初速愈 低,加减速愈缓和(斜率较小)
- 等待区小到某一角度 W ‘ 时,初速会刚好为0,此时等待区不可继续缩小,否则初速将成为负值,这是不允许的(切刀不可反转)!因此 W ‘ 为等待区最小值,等待区 W 必须 >= W ‘,有时 W ‘ 是负数,代表 曲线初速无法设为0
- 使用台达伺服 巨集#7 造表 时,等待区最小值 W ‘ 公式如下,W 不可小于 W ‘,否则造表会失败:
W ‘= 180 + 360/N – 360/R + Y/2
其中 N=凸轮表区域数 P5-82;R=切长比;Y=同步区角度
- 若无特殊需求,建议:等待区 W = Max(W ‘,0)[注 1],可使加速度最缓和,电流最小
2,切长比 R < 1,产品切长 较 切刀行走距离 短,飞剪曲线 如下:
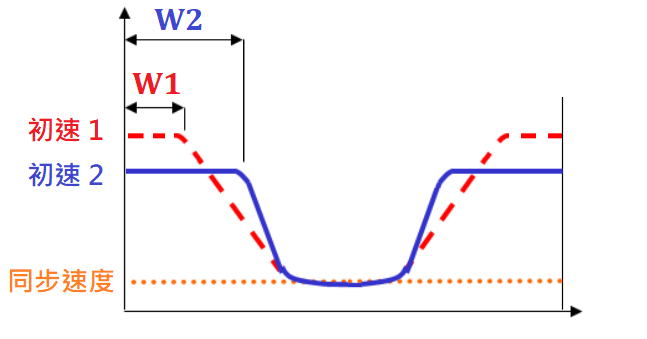
- 曲线初速 较 同步速度(裁切时的速度) 快
- 等待区愈小,初速愈 高,加减速愈缓和(斜率较小)
- 若无特殊需求,建议:等待区 W = 0即可,加速度最缓和,电流最小,但马达初速较高!
- 若裁切的产品较厚,为了防止切刀太早转动而误触产品,可将 等待区 适度放大 以避免之!
结论:
不像 同步区角度 与 切长比 可以根据产品规格 计算出明确的数值,等待区角度 的许可值 却是一个范围,使用台达伺服 巨集#7 建造飞剪曲线时,若不知如何设定 等待区 的话,可参考以上的 建议值,以免发生错误!
参考:飞剪曲线组成.
[注 1] Max(W ‘,0)表示 取 W ‘,0 其中较大的,若 W ‘ 为负数 则取 0,否则取 W ‘