在建造飛剪曲線時,除了設定 同步區 與 切長比(含速度補償)之外,還有一個自由度 稱為 “等待區“.本文說明 等待區角度 對飛剪曲線的影響,以及調整技巧!當使用台達伺服 巨集 #7 建造飛剪曲線,有時會發生錯誤,常見的原因便是 等待區沒有設定妥善,本文將說明設定的要領!
等待區 的作用- 調整初速 與 加速度
等待區 就是 飛剪曲線 維持初速的部分(可參考 => 飛剪曲線組成圖),因 凸輪一周 360度= 2×等待區 + 2×加速區 + 同步區.由於同步區已經被指定了,所以設定 等待區 也就決定了 加速區 的大小,為了維持 曲線下方面積(代表距離)恆定,也間接影響了曲線的初速.下二圖中 根據 切長比 R > 1 與 R < 1 與 不同的等待區 W1 < W2,分別造出 紅/藍 二條飛剪曲線,來說明 等待區大小 對飛剪曲線的影響:
1,切長比 R > 1,產品切長 較 切刀行走距離 長,飛剪曲線 如下: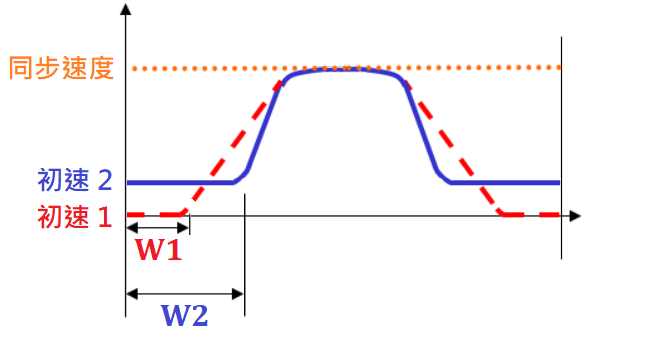
- 曲線初速 較 同步速度(裁切時的速度) 慢
- 等待區愈小,初速愈 低,加減速愈緩和(斜率較小)
- 等待區小到某一角度 W ‘ 時,初速會剛好為0,此時等待區不可繼續縮小,否則初速將成為負值,這是不允許的(切刀不可反轉)!因此 W ‘ 為等待區最小值,等待區 W 必須 >= W ‘,有時 W ‘ 是負數,代表 曲線初速無法設為0
- 使用台達伺服 巨集#7 造表 時,等待區最小值 W ‘ 公式如下,W 不可小於 W ‘,否則造表會失敗:
W ‘= 180 + 360/N – 360/R + Y/2
其中 N=凸輪表區域數 P5-82;R=切長比;Y=同步區角度
- 若無特殊需求,建議:等待區 W = Max(W ‘,0)[註 1],可使加速度最緩和,電流最小
2,切長比 R < 1,產品切長 較 切刀行走距離 短,飛剪曲線 如下:
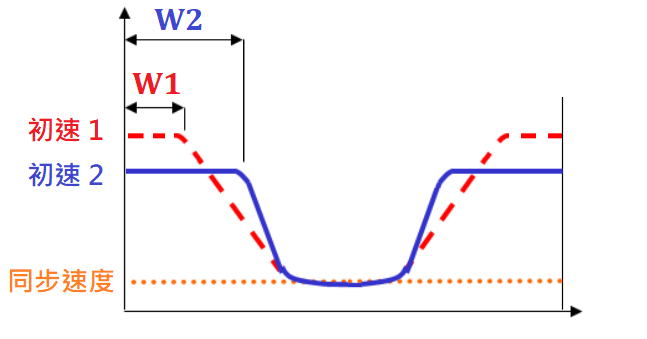
- 曲線初速 較 同步速度(裁切時的速度) 快
- 等待區愈小,初速愈 高,加減速愈緩和(斜率較小)
- 若無特殊需求,建議:等待區 W = 0即可,加速度最緩和,電流最小,但馬達初速較高!
- 若裁切的產品較厚,為了防止切刀太早轉動而誤觸產品,可將 等待區 適度放大 以避免之!
結論:
不像 同步區角度 與 切長比 可以根據產品規格 計算出明確的數值,等待區角度 的許可值 卻是一個範圍,使用台達伺服 巨集#7 建造飛剪曲線時,若不知如何設定 等待區 的話,可參考以上的 建議值,以免發生錯誤!
參考:飛剪曲線組成.
[註 1] Max(W ‘,0)表示 取 W ‘,0 其中較大的,若 W ‘ 為負數 則取 0,否則取 W ‘