台达 ASD-A2 凸轮对位 实际运作时,可以使用 ASDA-Soft 的示波器功能 来观察效果,本文以 枕式包装机送膜轴 标记对位 为例,参数设定如下:
- P2-76 = UZYX = 0x3207:
- UZ = 0x32:正转允许率=50%,表示最短距离修正
- Y = 0:不做滤波
- X = 7:对位开启 + 自动触发PR + 反式对位(标记在从轴)
- P2-73 = DCBAUZYX = 0x30360F0A:
- DC = 0x30:遮没范围=48%
- BA = 0x36:指定 PR 54 作为对位修正的 PR
- UZ = 0x0F:表示 每次最多修正 15%
- YX = 0x0A:表示 对位误差(V085)小于10%才做滤波(建议勿太小)
凸轮对位 实际运作的 示波器图形 说明如下:(点此可下载原始示波器档 .scp)
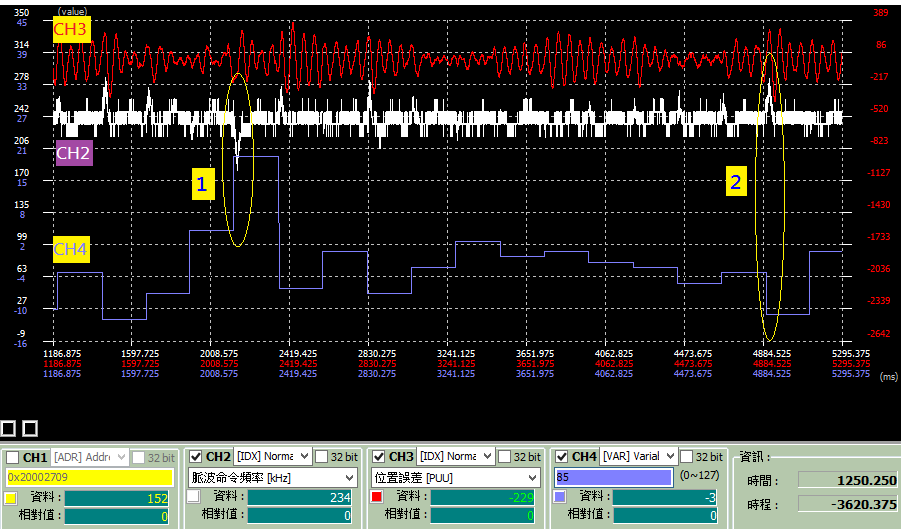
图(ㄧ)枕式包装机 送膜轴 直线凸轮 对位修正示波器图
- CH1:对位的 PR 修正量,图中 0x20002709,就是参数 P7-09 的意思,是 PR #54 的资料,凸轮对位自动算出的修正量(PUU),此数值 与 CH4 对位误差成正比,为避免画面溷乱就不列出.
- CH2:脉波命令频率,就是 凸轮与PR 叠加的命令,由于送膜轴採用直线凸轮,所以资料大致呈现水平线,表示是等速,细小的毛刺导因于主轴编码器每 1 ms 取样的数目不同,是正常现象.每次 CH4 变化时,CH2 都会出现一个 “三角形”,就是 PR 命令.对位误差愈大,三角形面积愈大(上图1,2)!PR 的加减速时间愈短,则三角形愈尖,愈容易发生震动.一般建议 加减速时间为 500 ~ 2000 ms!
- CH3:位置误差,也称为伺服追随误差,等速的凸轮应用必须开启 “追随误差补偿功能“,否则误差会非常大! 本范例的 PUU= um,图中误差约在 +/- 0.2 mm 左右.因机构为皮带带动,刚性不好,晃动比较大!
- CH4:对位误差率(监视变数 V085),单位为 千分之一 週期.每次变化时,表示 DI.ALGN(0x35) 上昇缘发生,对位修正量自动算出 并存到指定 PR 的资料并执行!数值跳动量 如果在 +/- 15 内,(表示变化在 +/- 1.5%),且正数与负数出现的数目差不多,表示 P5-19 设定很准确,可以开启滤波功能(P2-76.Y= 1~3)使 误差跳动更小!如果 P5-19 数值不准确,会导致 对位误差过大,PR 修正量也大,叠合的凸轮命令(CH2)就会不平顺,送膜看起来会一顿一顿的,目前只能靠修正 P5-19 来解决!请参考 凸轮对位-P5-19 修正法.
参考资料:P2-73 P2-76 P5-19 凸轮对位 - 系统架构