Trapezoidal CAM curve is being widely used in the flying-shear and labeling application. This article explains how to build a “trapezoidal cam table” with software ASDA-Soft, which is the foundation of the flying-shear application including adjusting the profile of the curve, synchronizing the speed of master and slave axes, configuring the output angle of the synchronization area , etc. Applicable to both ASD-A2 and ASD-M-R series servos!
– Part of the translation provided by Jack Tsai
Steps to build the Trapezoidal CAM Table:
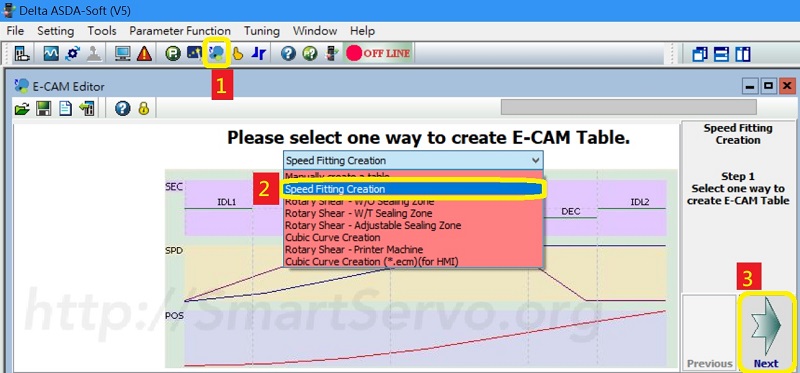
After executing ASDA-Soft, follow the steps indicated in the figure above :
-
- Click on the E-CAM icon in the toolbar.
- Select “Speed Fitting Creation” in the drop-down window for building CAM table.
- Click on “Next” to enter the section shown below.
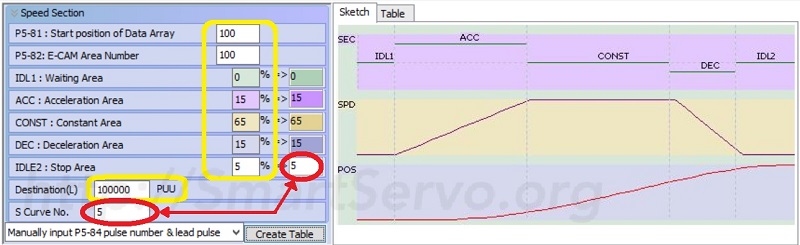
Trapezoidal Speed profile Configuration :
-
- P5-81: The starting address of the data array for saving the CAM table, it should not overlap with CAP/CMP section.
- P5-82: Recommended at least 100 points! If the number of points is too small, the trapezoidal profile cannot be accurately planned !
- Waiting Area: The zero-speed leading section. It can be set to 0% for flying-shear or labeling application because the lead pulse P5-87 can be used instead .
- Acceleration Area: The percentage of the acceleration area with the exact number of the points indicated behind. In general, the acceleration and deceleration area should be reduced as much as possible within the motor capability and the vibration the machine can endure, so that more area can be reserved for the constant speed area.
- Constant Speed Area: The section where the speed is the highest, it’s the area where the cutting and the labeling begins. It’s also known as the Synchronized Area and it has to be long enough to have sufficient working time.
- Deceleration Area: The percentage of the deceleration area with the exact number of the points indicated behind. The setting principle is as the same as the Acceleration Area.
- Stop Area: The zero-speed section at the end which can be set to 0% in general. If the S-curve is used, then it’s necessary to reserve sufficient Stop Area for it. As shown in the figure above: the points of the Stop Area highlighted with red oval can’t be less than the points of the S-curve, otherwise the speed can’t smoothly reduce to 0 with the built table.
- Lead length(L): The total traveling distance of the slave axis(unit: PUU) with 1 CAM cycle(360°). This should be set as the total length of the track if it’s the flying-shear application, and be set longer than the longest mark if it’s the labeling application.
- S curve No.: The points to smooth the turning point of the speed (not percentage %), more points lead to a smoother turn but the number can’t exceed the points of the Stop Area, otherwise the ending speed of the curve will not be 0. Though S-curve can smoothen the movement, it’s recommended to set the number moderately because if the CAM application requests high production rate which the running time is limited, in order to finish the complete movement in 1 cycle, the acceleration after the starting point will be too drastic due to the over-smoothened movement!
Method of matching synchronization speed :
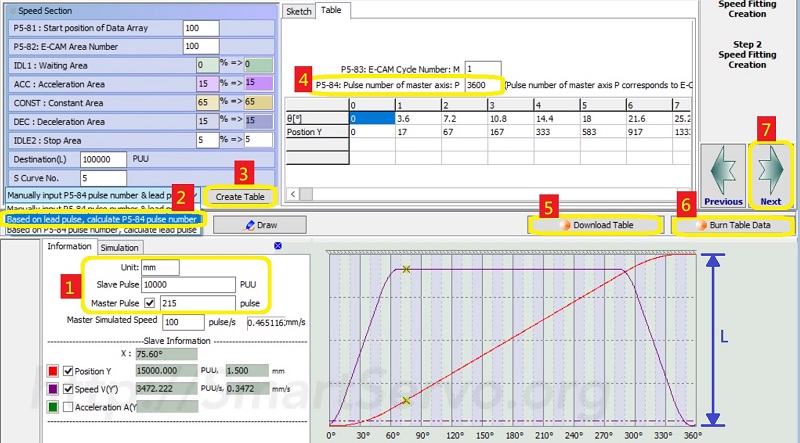
In the flying-shear or labeling application, in order to make the master speed equal to the slave axis speed in the constant speed area, the instruction is as follows:
- Master / Slave pulses: Enter the specified unit (1 mm, or any unit) for the number of PUUs of the slave axis and the number of pulses corresponding to the master axis. If the master axis is from the encoder, it is obtained by dividing the resolution of the encoder by the circumference of one revolution. If the result is not an integer, more digits after the decimal should be adopted to increase the accuracy.
- Calculation selection: Select “Based on lead length(L), calculate P5-84 pulse number”.
- Create Table: Click to create the CAM table according to the settings.
- P5-84 will be automatically calculated to meet the speed of the master axis equal to the slave axis in the constant speed area. P5-83 remains 1 .
- Download Table: Save the table in the memory of the servo drive [*1]
- Burn Table Data: This function can prevent the CAM table being lost when the power is off. Only A2 needs to burn the data [*2] but it’s not necessary for M-R.
- Click on “Next” to proceed with the data setup.
[*1] There will be an error message if the CAM is engaged while downloading the E-CAM table. Please Servo Off or set P5-88=0 to disable the CAM function.
[*2] The Servo drive must be Servo Off to avoid error messages when burning the cam table. The Digital IO Control in ASDA-Soft can be used to turn off the DI of Servo ON. As for ASD-M-R, the table is saved in the DH area which supports non-volatile memory, so there’s no need to burn the CAM table
CAM Parameters and Angle Range DO Configuration :
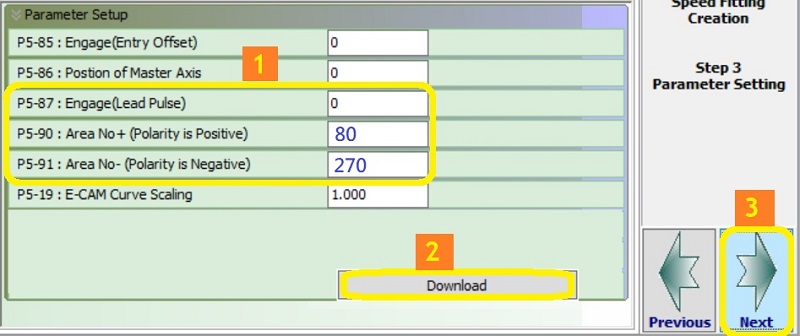
- The mandatory parameters are as below :
- Lead Pulse : P5-87, if the cam is engaged by the sensor DI, the Lead Pulse can be set according to the installed position to avoid the cam starting too early !
- CAM Angle Output: In the flying-shear application, it is necessary to output a DO as a “cut” signal in the constant Speed Area. As shown in the CAM curve created in this example, the angel where the master axis enters the Constant Speed Area is around 67° and ends at 285°. The range between these 2 angles can be slightly adjusted [*3] then set to P5-90 and P5-91 as shown in the figure above.
- Click on “Download” to save the parameters in the servo drive. At this point, the trapezoidal cam table and related parameters have been set. In fact, you don’t need to press “Next” again, because for applications like “Flying-Shear”, the cam engagement and disengagement conditions are set by PR procedures, Downloading these by ASDASoft is meaningless unless it is for testing !
- Click on “Next” to set the operating condition of the CAM then test the CAM curve.
[*3] Since entering the constant speed area, only the command is synchronized, the servo motor cannot be synchronized immediately due to the following error, and it takes some time to settle. Therefore, the P5-90 must be delayed by some angle (for example, 80°). However, the end of the synchronization zone Angle has no special purpose! following error compensation is indispensable for situations where synchronization is required.
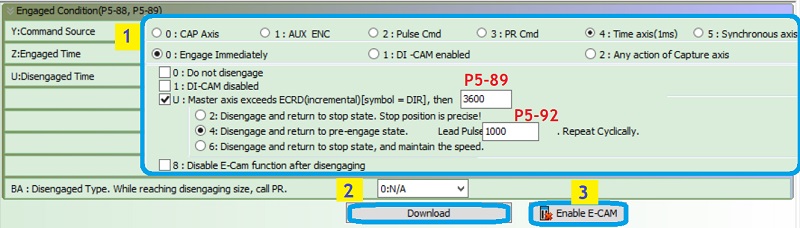
Before testing the cam curve, please Servo ON the drive, and then operate according to the following steps 1, 2, 3, the cam can start running. In the figure, Y: is used to select the source of the master axis. Users can choose according to their needs! The P5-89 in the figure should be modified to be the same as P5-84, so that each time the cam will run the entire curve, and then wait for P5-92 master pulse , then continue to run, and repeat! To stop the cam, press ‘3’
Ref.:Following Error concept & Eliminating,Flying shear,What is PUU unit.
Do yo have example for rotary shear using asda A2?