本文彙整了 台達 A2/M-R 伺服 巨集#7 建造飛剪曲線所需 之公式(如 切長比,同步區 …),使用者只要根據 機械尺寸,裁切長度 等參數,套用本文的公式,便可快速得到 巨集#7 的輸入參數,可避免發生錯誤,一次就將曲線建造成功!本文亦提供 計算範例,讓使用者更清楚公式的套用方法.使用本文方法前,請先參考 巨集 #7 飛剪造表(1)準備工作 將重要的參數 設定完成 …
飛剪曲線 公式彙整
飛剪機構如下圖所示,伺服馬達 經減速機帶動 切刀軸,軸上安裝了(C)把刀:
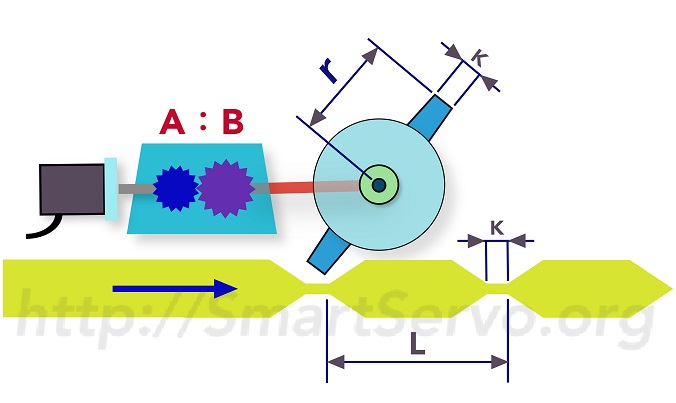
其中 減速比(A:B),切刀半徑(r),刀寬(K),裁切長度(L),並依此分別求出 同步區角度(Y),切長比(R),等待區角度(W),公式整理如下:
- 切長比:
- 同步區:
- 等待區:
- 若
,則
- 若
,則
,其中
- 若





造表範例#1,切長比 R < 1
機械參數:減速比 A:B = 1:10,切刀半徑 r = 150 mm,刀寬 K = 25 mm,切刀數 C = 2
裁切長度 L= 160 mm,P5-82 = 72,速度補償 V = 0.9 [註 1]
帶入上述公式,得到:
-
- 切長比
- 同步區
(無條件進位到整數)
- 因
,
- 切長比


巨集 #7 參數計算:
- P5-93(高位|低位)=(S曲線等級=2 [註 2]|W=0)= 0x00020000(16 進制)
- P5-94 =(同步區角度 Y)= 57
- P5-95(高位|低位)=(
)= 0x0002000A(16 進制)
- P5-96 =

再寫入 P5-97 = 7,就可以觸發 巨集#7 造出指定的飛剪曲線,也可用 ASDA-Soft => ECAM 編輯器 => 從伺服載入 將造好的曲線載入軟件中觀看!
造表範例#2,切長比 R >= 1
機械參數:減速比 A:B = 1:5,切刀半徑 r = 30 mm,刀寬 K = 20 mm,切刀數 C = 2
裁切長度 L= 300 mm,P5-82 = 72,速度補償 V = 0.95 [註 1]
帶入上述公式,得到:
-
- 切長比
- 同步區
- 因
(無條件進位到整數)
- 切長比




巨集 #7 參數計算:
- P5-93(高位|低位)=(S曲線等級=2 [註 2]|W=0x54)= 0x00020054(16 進制)
- P5-94 =(同步區角度 Y)= 24
- P5-95(高位|低位)=(
- P5-96 =

再寫入 P5-97 = 7,就可以觸發 巨集#7 造出指定的飛剪曲線,也可用 ASDA-Soft => ECAM 編輯器 => 從伺服載入 將造好的曲線載入軟件中觀看!
[註 1] 使用 速度補償 V 可以調整曲線的同步速度,例如將 V = 0.8 ~ 0.95 可以降低 同步速度,改善 扯膜現象!
[註 2] 曲線等級 S = 1 ~ 4,數值愈大 起步加速愈緩,但中段加速愈大.建議值 S = 2.
請問A2
如何建立不同等分的cAM表
例如建6動點
主軸會等分360度/6=60度
請問如何建立不等分主軸
如下
0 50 80 159 300 320 360
A2 凸輪曲線目前只能等分主軸角度,所以若需要建立 0 50 80 159 300 320 360度的曲線,可以每10度建一點,即P5-82=36,就可以通過上述每一點,除了159度,但可利用160度的位置來調整,透過ASDA-Soft 觀察凸輪曲線資訊來滿足159度的位置!