高速繞線機運用在繞 DC 無刷馬達的定子槽內繞機,產品包括:風扇、排風機、洗衣機、電動車等馬達…
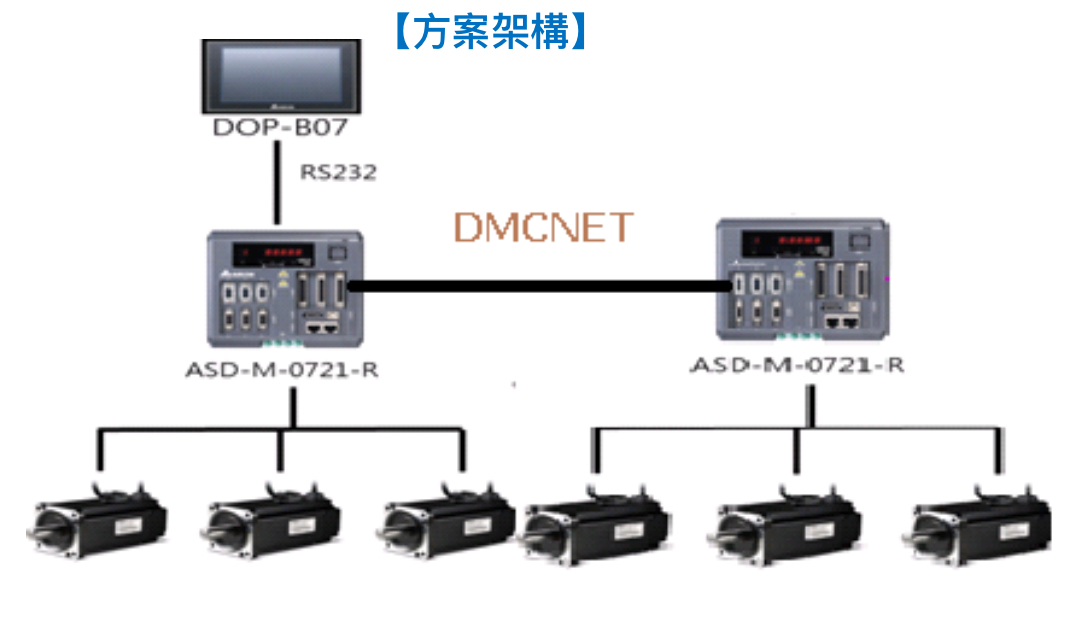
此方案使用台達 M-R 智能伺服系統,除了是三合一伺服驅動外,內建運動控制、邏輯控制並可外接 9 站裝置(種類:伺服、IO版…)。優越的運動控制不但可以精準的多軸同動、降低機械運作噪音、便利的步序(三次平台)編程大大降低了終端客戶更換工件的時間與麻煩。更多訊息=> 刚柔并济 驱控一体 台达M-R成就高速绕线方案
E CAM

高速繞線機運用在繞 DC 無刷馬達的定子槽內繞機,產品包括:風扇、排風機、洗衣機、電動車等馬達…
此方案使用台達 M-R 智能伺服系統,除了是三合一伺服驅動外,內建運動控制、邏輯控制並可外接 9 站裝置(種類:伺服、IO版…)。優越的運動控制不但可以精準的多軸同動、降低機械運作噪音、便利的步序(三次平台)編程大大降低了終端客戶更換工件的時間與麻煩。更多訊息=> 刚柔并济 驱控一体 台达M-R成就高速绕线方案
 相位同步")
本文描述 A2 伺服 動態改變 “凸輪行程” 的做法,從軸每一週期的行程都是即時透過參數設定的,收到的新命令將在下一周期生效,如此可使 主/從軸 的相位關係 永遠保持固定,請參考展示影片:
 範例影片")
準備工作")
飛剪應用時,只要裁切長度改變,飛剪曲線就必須重新建造,不像其他凸輪曲線(例如直線,梯形,…)只要更改參數即可!因此,使用PC軟體建造飛剪曲線的意義不大,因為需要時常更改.台達 A2/M-R 伺服內建 飛剪曲線造表功能- 巨集 #7,只要切長改變,便可立即造出新的曲線!本文說明使用 巨集 #7 的 準備工作與注意事項,供使用者參考 …
最近一期的台達機電電子報(124期)有篇 M-R 理料的案例,詳情見 台達交流伺服驅動系統打造卓越理料線解決方案,實現高精高速食品包裝排列工序,

在建造飛剪曲線時,除了設定 同步區 與 切長比(含速度補償)之外,還有一個自由度 稱為 “等待區“.本文說明 等待區角度 對飛剪曲線的影響,以及調整技巧!當使用台達伺服 巨集 #7 建造飛剪曲線,有時會發生錯誤,常見的原因便是 等待區沒有設定妥善,本文將說明設定的要領!

飛剪 應用時,產品切長 可以任意指定,只要切長改變,凸輪曲線 就必須重新建造,而 切長比(產品切長 與 單位切刀長 的比值),是 建造飛剪曲線的 重要依據!當使用台達 A2 或 M-R 伺服的 巨集#7 建造飛剪曲線 時,可根據本文公式來計算 切長比(P5-96),正確的設定 才能讓裁切時 切刀與產品的速度 同步,否則可能發生卡料,甚至損壞設備,不可不慎!...常見的 飛剪 應用有:枕式包裝機的 切刀軸(架構如圖,動作視頻可以參考 => 优酷,Youtube)
台達 A2伺服 的 運動功能豐富,參數眾多,時常會有 參數互鎖 的情況發生,導致參數無法寫入,往往令人不知所措!本文將常見的參數互鎖情況列出,並提出解決方法,供使用者參考!