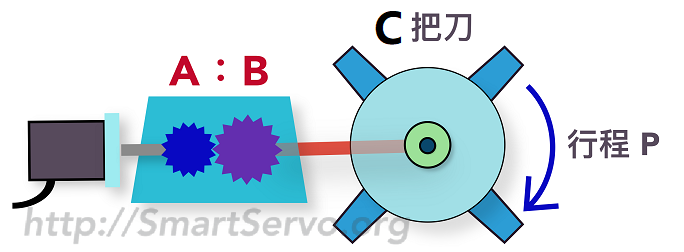
本文針對 圓周運動 機構(如 CNC 刀塔/刀庫,分度盤,飛剪旋轉刀) 提供一計算工具,以快速求出伺服的 電子齒輪比,並提供額外的模擬資訊,來評估各項 系統參數 是否合理.使用步驟如下:
- 輸入 轉盤一周的 工位(或刀具)數目 C
- 輸入 一個工位 的行程值 P,單位 PUU(使用者單位,或命令脈波數)
- 自動算出 一周總行程 C×P,即台達伺服的參數 P2-52
- 輸入 機械的 減速比(無減速時為 1:1)
- 輸入 編碼器一圈(PLS)數,即電子齒輪比 1:1 時,要收到多少(PUU)伺服才會走一圈!
- 按下 “計算齒輪比” 即可得到 分子:分母 的數值
- 輸入 每一工位的 定位時間 T 來檢視 模擬結果 是否滿足?
當輸入一工位的 定位時間 T 後,模擬資訊 便會顯現,各欄說明如下:
- 加/減速 時間 Tacc:若控制器的 加/減速時間 設定 = Tacc,則一工位的定位時間剛好等於 T.若 設定 > Tacc,則定位時間則超過 T;反之 若設定 < Tacc,則定位時間則小於 T.Tacc 表示馬達由 0 ~ 3000 rpm 的時間,數值愈小,加速愈猛!
- 最高 馬達轉速 Vmax:不可超過馬達 最高速度,若超過請 減小減速比,或增加定位時間 T.也可減少控制器的加減速時間 Tacc 以降低最高轉速
- 最高 脈波頻率:必須小於 控制器(PLC)的最高脈波頻率(否則發送的脈波無法達到最高馬達速度),若超過請修改 PUU 單位 來加大 電子齒輪比!如果伺服命令來自驅動器本身(例如台達 ASD-A2)則可忽略此項訊息.
- 馬達 一圈 PUU 數:最好不要小於 5000,以免馬達運轉不夠平順,轉速愈低則愈明顯!縮小 電子齒輪比 可改善之.
三角形速度規劃與符號定義如下圖藍線所示,其中加減速是對稱的:

選用三角形速度規劃的原因是,在指定的 定位距離 P 與 時間 T 下,三角形曲線的加減速最緩和(相較於梯形),但最高速度會較高,因此,只要最高速度 Vmax 未超過馬達限制,設定控制器的加減速時間為本工具算出的 Tacc,就可以用最緩和的三角形曲線滿足定位要求!然而,若最高速度 Vmax 超過 馬達限制,此時若不希望增加定位時間 T,就必須將 加減速時間 減少,來降低 最高速度,如上圖紅線,變成梯形速度曲線,加減速斜率較為陡峭!本工具使用若有任何問題請於下方留言 …