本文介紹第二種常見的 凸輪曲線型式-”梯形“!表示當主軸在等速運轉的狀態下,從軸的速度呈現梯形的型態,也就是由靜止加速,經過一段等速區,再減速停止的過程(如下圖所示),常見於 追剪(鋸)與 貼標 的應用中!
凸輪曲線 - 梯形
梯形曲線 的組成
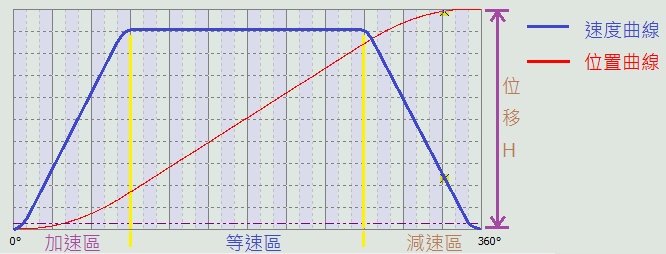
圖中 速度曲線(藍色)為梯形,由左起分別為 加速區,等速區,減速區,說明如下:
-
- 加速區 速度由零加速到等速的區域,所佔的角度愈大,馬達出力愈輕鬆,電流愈小,但會壓縮到其他區域的角度.一般會在 馬達能力與機台震動 允許的範圍內盡量減少 加/減速區,多留空間給 等速區 使用.
- 等速區 若要求 主軸與從軸 的運動速度相等,來進行加工(例如 追剪/貼標),因此 等速區 也稱為 “同步區“!此區域必須足夠長,才能提供 切(鋸)斷 所需的時間!
- 減速區 由等速區減速到零的區域,設置要領 類似 加速區.
- S型曲線 圖中速度轉折處有少許弧線是S型曲線的平滑效果,用來讓加速度變化緩和!但只能適量使用,因為在同樣的凸輪週期中,愈大的S曲線會使隨後的加速度有更高的峰值,即先樂後苦的寫照!
- 位置曲線(紅色) 凸輪運轉一周的 位移量 H,就是 速度曲線 下方的面積總和.
梯形凸輪曲線 的常見應用
- 追剪(鋸):(影片連結 YouTube,优酷)伺服(從軸)帶動鋸刀平台,由靜止追上 產品(主軸),當兩者速度相同時進行鋸斷的動作.由於生產不必停止,故能提升產量!常見於 鋼板,鐵管,角鐵,膠管(牙膏,化妝品)的生產切割中!由於切斷後鋸刀必須回頭,凸輪曲線不必走完,可以銜接點對點命令回到起點!此類應用的機構通常不輕,且速度/精度要求愈來愈高,對伺服性能 與 運動控制 是很好的展現!
- 貼標機:(影片連結 YouTube,优酷)主軸是 輸送帶,用來運送產品,從軸則是伺服帶動的標籤紙。由於產品是隨機出現,需要靠感測器偵測,當偵測到產品時,凸輪嚙合帶動標籤紙開始加速,當與產品速度相同時,剛好兩者貼合!另一感測器用來偵測標籤結束,令凸輪脫離並停止送標!因此凸輪曲線也不會走完,造曲線時可以造一條最長的曲線,來滿足所有的標籤長度。”貼標” 同樣也是要求 速度與精度 的應用,除了考驗伺服性能,也對 DI 的響應速度 很敏感!
參考:ASDA-Soft 凸輪造表-梯形,凸輪曲線應用-(1)直線,(3)三角形 凸輪曲線.
[註] 連結的影片 僅做為功能說明使用,並非意旨為任何廠商之產品所做成之案例!