凸輪應用中經常需要從軸在原來的主軸位置上修正從軸的位置,(也就是原來的主軸不動,單獨讓從軸動)
這有兩種方法操作
-
1. 修從軸: 以增量命令,讓 PR 的增量疊在凸輪上;這類最常看到的就是凸輪對位(或叫修標/糾偏)
2. 修主軸:給凸輪功能塊疊入其他的主軸脈波,因為凸輪功能塊從軸會因為有主軸的增量而產生移動,所以加入其他的主軸脈波也是一種移動從軸的方法。較常看到的應用是包裝機的調膜、調料位
台達智能伺服有很多種修主軸的方式,
A2 有 P2-77(主軸遮末)參考 A2 虛擬主軸設定;跟使用同步抓取軸後利用 P1-16 或 P5-79 來修正主軸; 參考同步軸
M-R 的參數功能有同步抓曲軸跟 P1-16/P5-79 的功能,
但 P1-16/P5-79 僅能在主軸來源為同步抓曲軸的情況下才能使用,且 M-R 並沒有提供 P2-77 的功能,
M-R 如何做到 P2-77 的功能呢?
可以利用下列指令做到
SACCL_SV v94_Extra_ECAM_Master_Pls,X_AXIS ;將ACC資料灌入額外的凸輪主軸脈波
SACCL_SV 是寫入系統變數指令,其參數 V94_Extra_ECAM_Master_Pls 顧名思義就是額外的主軸脈波。
透過這個指令就可以達到 P2-77 的輸入主軸的功能。
示意圖如下
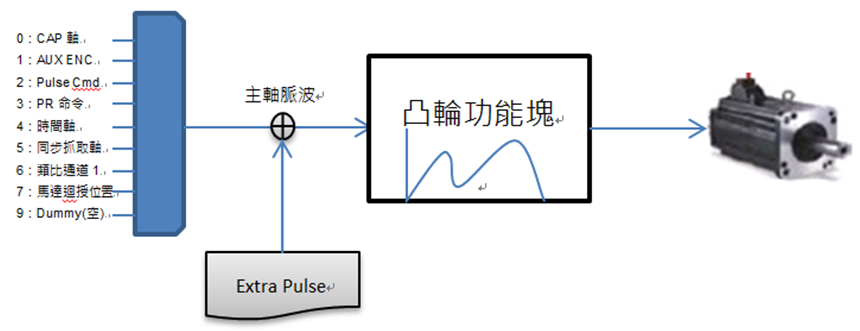
例如我想要給凸輪功能塊加入 500 個額外主軸脈波(也就是原本主軸不動的情況下,利用灌入額外的主軸脈波讓從軸動),就可以用下列兩行程式達成:

剛剛的範例是在一個 ms 裡將500個主軸脈波灌入凸輪功能塊,很可能會造成從軸很大的增量。
有時候我們要調整的更多的主軸脈波,例如包裝機範例中回完原點凸輪齧合後,刀剛好切到料的正中間,所以需要將料往後或往前調整半個工位。
若我們一次性將半包的主軸脈波透過 V94h 變數灌給凸輪功能塊,就會讓料軸瞬間得到半包的主軸料而瞬間移動半個工位!這在工藝視覺上會造成暴衝,甚至伴隨 AL.09。
要怎麼做有加減速的調整呢?
也就是一開始慢慢的增加,提速起來等速輸出額外主軸脈波,到結束時減速停止。
控制加減速就是插值器的功能,所以可以利用插值器物件來輸出要調整的主軸量,
示意圖如下
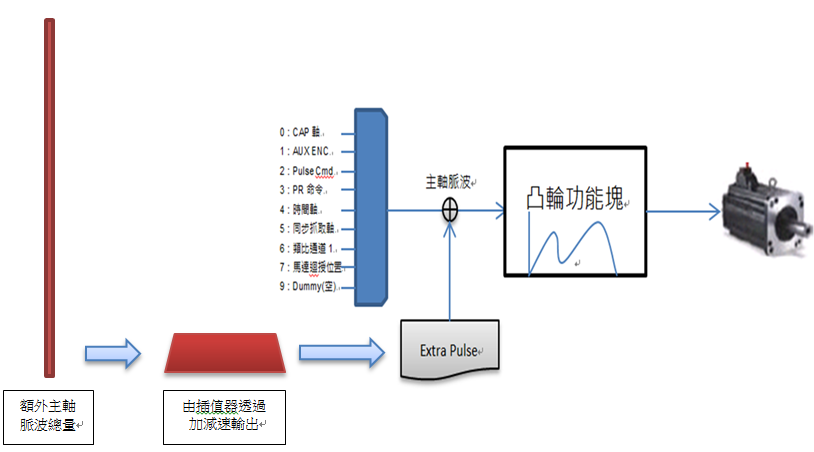
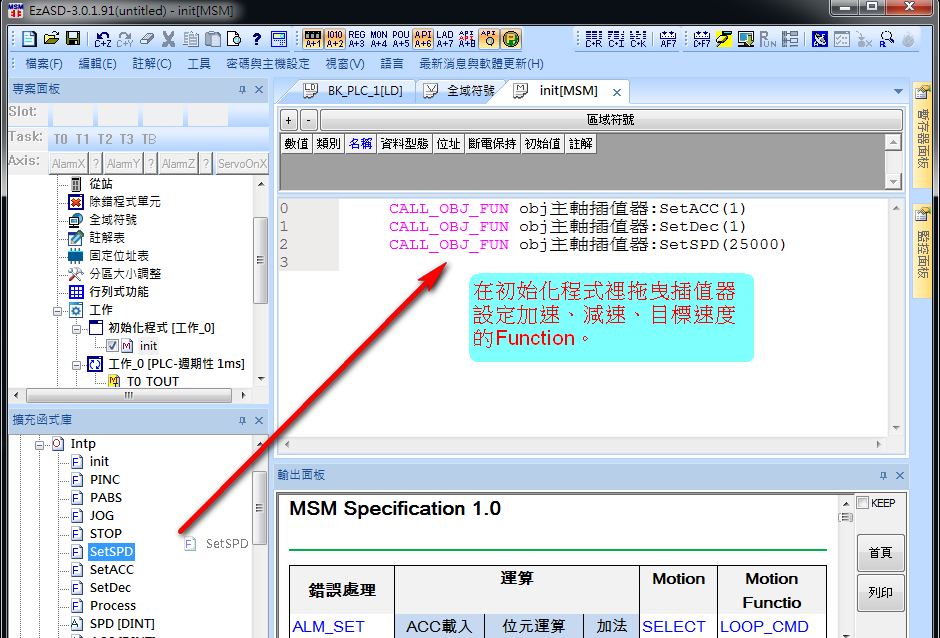
要利用插值器來修正凸輪主軸的完整 ezASD 操作流程如下:
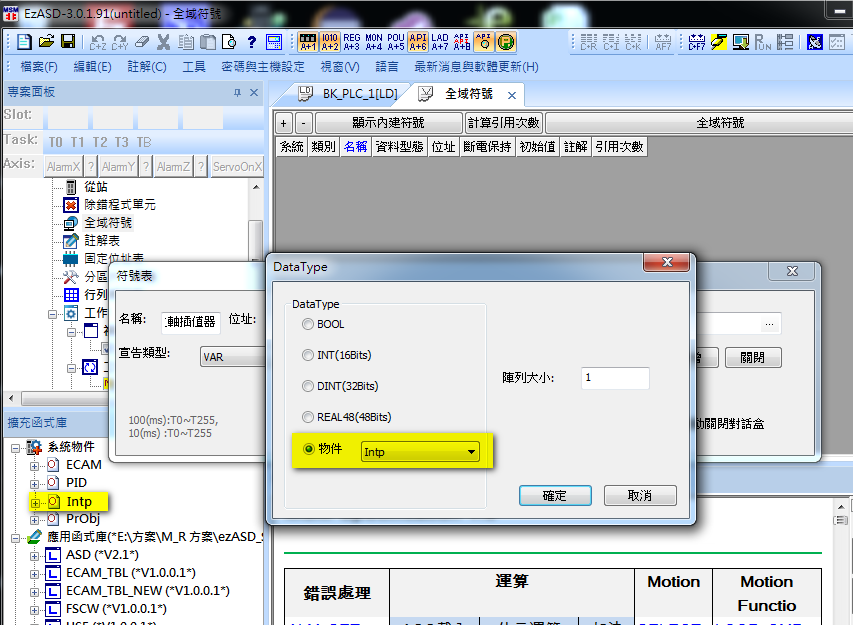
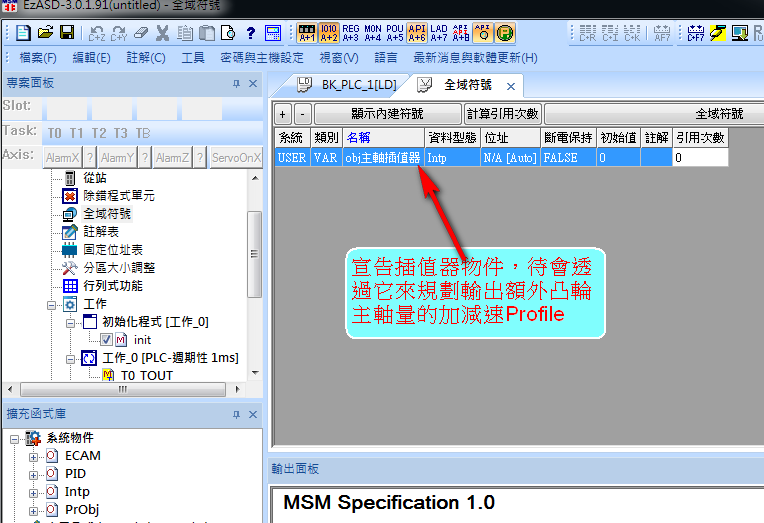
- 在全域變數畫面宣告一個插值器物件變數(obj主軸插值器; 其形態為系統物件 Intp)
- 待會會利用此插值器變數規劃的 加減速、目標速度來輸出要調整的凸輪主軸量
- 設定此插值器的加減速、目標速度
- 為了每個ms 讓插值器有連續的速度輸出,需要在高速PLC(每ms運行)新增一個 POU 並調用 Intp.Process() 產生 V_OUT,最後再將這個輸出的量透過 V94h 變數灌給凸輪功能塊!
- 往後每次想調整多少主軸量就可以透過調用 Intp.PINC(調整值) 來做,例如包裝機一個工位是 10萬脈波,想往前調整半個工位就是調整5萬個脈波,只需要呼叫 Intp.PINC(50000); 若想往後調則呼叫 Intp.PINC(-50000);



可以下載這個專案玩玩看!
請問
MR 程式如何 從印表機 列印
目前沒有列印的功能,請問您需要列印的是哪部分的程式呢?Ladder或MSM?
台達人機如何讀取MRㄧSM變數
因為 SM 區沒有實際的記憶體,只能根據 SMx.x 一個 bit 發問,無法一次性讀出一整個 Word,所以目前沒辦法透過人機讀取 SM 區。
變通的方式是程式碼將想讀取的 SM 裝置 OUT 到 MV/DV…其他裝置,再讀取轉出的裝置來做到。
請問Ecam主軸反轉,跟隨軸會有移動嗎?
那插值器設pinc小於0時相當於主軸反轉,那跟隨軸會正常變化嗎?
會的,疊入負的主軸脈波從軸也會對應往回的動作。以包裝機的送料軸為例疊入正脈波從軸會往前修,疊入負脈波則往後修。