凸輪脫離後,接一段 PR 定位命令,是 A2 伺服常見的應用方式,為了讓銜接的速度是連續的,做法可以參考 => 凸輪如何銜接 PR。但 筆者發現,當 PR 命令是 絕對/增量時,此做法沒有問題,然而,當凸輪銜接的 PR 是 CAP+Data 或 相對命令時,定位的終點就錯誤了,這問題還挺嚴重的!本文將說明解決的方法 …
ECAM 脫離接 PR 走 CAP+Data 的應用場合
這種用法常見於 製袋機(橫切機),或稱 Cut to Registration 應用(<=點擊有影片),定位的終點不是預先決定的,而是由感測器 抓取 產品上的 標記位置來決定.因此會先用凸輪走概略的長度,再接 PR 的 CAP+Data 命令,做為產品最終的定位命令,而觸發 CAP 的時機通常在凸輪命令結束前的一小段距離內,可讓累積誤差盡量小.初始命令採用凸輪的原因是為了讓 切刀在不同速度下,送料的動作都能與之同步,也就是 切刀慢 送料也慢;切刀快 送料跟著快!
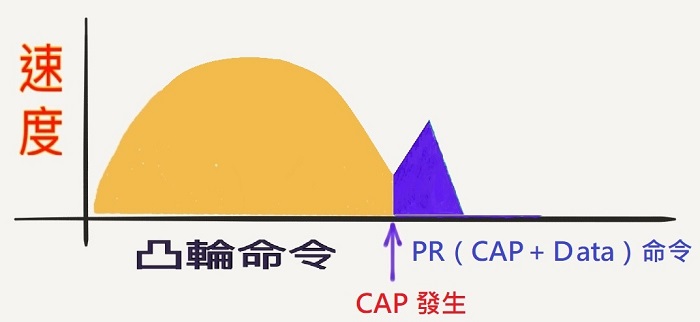
通常會設定 P5-39.X3=1 讓 CAP 發生時 自動觸發 PR#50 來 脫離凸輪 並銜接 PR(CAP+Data)以修改最終停止的位置到 CAP 位置加上 偏移量 Data [註 1].速度波形如上圖,若不希望銜接的 PR 速度往上加速,可參考 => 凸輪接 PR 如何保持等速.
PR 的修正方法,中間加一個 Jump 即可
做法大致與 凸輪如何銜接 PR 文中 強制脫離 凸輪的作法相同,只是在中間 多加了一個 PR:Jump,如下:
- PR # 50:寫 P5-88 = 0,強制凸輪脫離,延遲 1 ms,插斷(INS),AUTO
- PR # 51:Jump to PR# 52,加插斷(INS)
- PR # 52:定位 CAP+Data,加插斷(INS)
第 2 行 Jump to PR # 52,就是直接PASS到下一 PR,看似沒有意義,卻能讓定位終點正確,原因是將第一,三行隔開,讓 PR 終點計算的時序正確,使用者若有興趣可以嘗試看看!若第 3 行 PR 是 絕對/增量 命令就不用加 第二行的 Jump,若是 CAP+Data 或 相對定位 則必須加上 Jump 才行!順帶一提,在橫切機的應用,如果產品標記是等間距出現的,也可以使用 P2-76 凸輪對位( 採用從軸對位,開啟濾波)來做,就不需要用 PR(CAP+Data)了!可以參考 => 定長送膜範例。
參考:凸輪 如何銜接 PR,凸輪接 PR 如何保持等速,PR 絕對/增量/相對/CAP+DATA 說明.
[註 1] 使用 PR:CAP+Data 做定位時,CAP 來源軸 必須是主編碼器才可以,即 P5-39.Y=3!