本文針對 飛剪即時生成曲線與切換(1)範例與影片 的專案檔原理加以說明,以利使用者理解台達 A2 伺服用於飛剪動態建造凸輪曲線的方法。文中也提醒使用本專案的注意事項以避免錯誤。在實務上,裁切精度對於飛剪(Rotary Cut)至關重要,尤其是在不同生產速度下,裁切位置都必須維持一致,其作法在本文中亦加以說明,供讀者參考。
飛剪 裁切精度的提升:
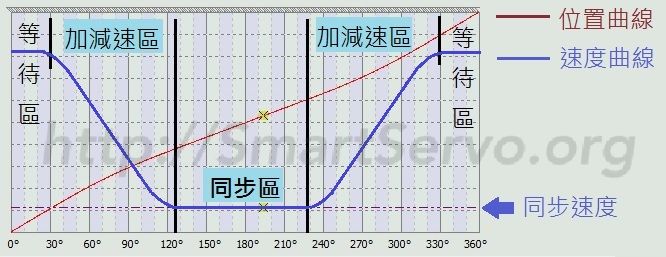
根據飛剪的運動曲線,伺服一直在做加減速,導致伺服容易跟不上命令,因而造成誤差。好在裁切時位於同步區,這時伺服是等速運動的,可在此時把位置給追上,以減少誤差。台達 A2 伺服具有追隨誤差消除功能,可以使等速區的誤差趨近於零。作法是設定 P1-36 = 1 以開啟功能,並設定位置環積分器 P2-53 = 20~30,相關原理可以參考:
- => 伺服追隨誤差的觀念與原理
- => 台達伺服消除追隨誤差的方法
飛剪專案 PR 程序說明:
本專案檔的 PR 程序詳述如下,首先是回原點的程序:
- PR#0 執行回原點,範例中馬達無連接機構,因此直接尋找 Z 相作為機械原點,其中的資料是機械原點(Z相)的座標值。
- PR#1 絕對定位到座標 = 0,使切刀位於正上方。
凸輪啟動程序:
- PR# 5 寫 P5-88=0 使凸輪脫離,避免凸輪已經嚙合
- PR# 6 寫 P5-81=100,凸輪曲線位於資料陣列 100處,即專案下載的啟動專用曲線,其初速為 0。
- PR# 7 寫 P5-85=0,曲線由 0° 開始嚙合
- PR# 8 寫 P5-84=2000,凸輪一周主軸脈波數,對應 2 倍切長比。
- PR# 9 寫 P5-89=1000,為 P5-84 的一半,表示只嚙合半周,即 180° 時脫離。
- PR#10 寫 P6-07=41,指定凸輪脫離後欲觸發的 PR 編號(配合下列 P5-88之設定)
- PR#11 寫 P5-88=0x00034041,凸輪立即嚙合,採用時間軸,P5-89指定脈波後脫離,呼叫 PR#3:JUMP 到 PR#(P6-07),再自動嚙合,周而復始。延遲 1 ms 後再執行下一 PR,確保凸輪已經嚙合。可參考 => 參數 P5-88 說明
- PR#12 寫 P5-81=200,因凸輪已嚙合,此參數不會立即生效,待下一周期嚙合才生效,用於將之後巨集#7 建造的曲線存放在 200 處,避免覆蓋原本的啟動曲線。可參考 => 凸輪參數 生效時機
- PR#13 寫 P5-85=36,之後巨集#7 建造的曲線都由 180° 嚙合,總共 72 點
- PR#14 寫 P5-95=0x00010001,巨集#7 參數,設定減速比 1:1,一把切刀。因為此參數不會每次改變,只在此設定一次。
- 由以上設定,凸輪曲線 P5-81=100,只嚙合半周,於 180° 脫離,自動呼叫 PR#3:JUMP 到 PR#(P6-07),也就是跳到 PR #41,利用巨集#7 造出所需的曲線。
飛剪曲線 巨集#7 參數設定與執行:
- PR#41 寫巨集#7 參數 P5-93 曲線等級與等待區
- PR#42 寫巨集#7 參數 P5-94 同步區角度
- PR#43 寫巨集#7 參數 P5-96 切長比 與 速度補償
- PR#44 寫 P5-97=7,觸發巨集#7
- PR#45 寫 P5-84= 新曲線對應之主軸脈波數,即切長
- PR#46 寫 P5-89=P5-84 嚙合一周脫離
- PR#47 寫 P6-07=2,本次造表已完成,下一周 PR#3 不必再跳至 PR#41,改跳到空的 PR#2,不做任何事。
建造飛剪曲線程序啟動:
- PR#51 寫 P6-07=41,當有新的造表需求,先填好新曲線規格 PR#41 ~ #46,然後執行 PR#51 使下次 PR#3 會跳到 PR#41 執行巨集#7 建造新曲線。
巨集#7 與飛剪曲線參考資料:
- 飛剪曲線的組成 => 切長比,同步區,等待區
- 巨集7 的設定方法 =>巨集7 說明文件,巨集7 準備工作
- 設定 切長比/同步區與等待區 則可參考=> 巨集7 公式匯整與範例
- 凸輪參數何時生效 => A2 凸輪參數 生效時機
專案修改注意事項:
若需修改本專案,由於新曲線是在凸輪每周期脫離後由 PR#3 跳至 PR#41~#46 執行巨集#7 動態造出,且凸輪隨即嚙合便採用新曲線,所以 PR#3 與 PR#41~#46 必須在 1 ms 內執行完畢,此段 PR 須注意:
- 不可超過 8 個 PR(不含 PR#47)
- 示波器不可採用高速監視,以免排擠 PR 的執行時間而發生問題
若無法滿足以上,可能導致巨集#7 雖有執行但後續 PR#45~#46 寫 P5-84,P5-89 未於同 1 ms 內執行,使得凸輪行為錯亂,須特別注意。本專案檔下載,操作方式與其他資訊請參考: